




























| 27
EN
OFF
HOT START
N-coder
MMA
- Setting ARC FORCE function
(arc stability)
The function increases the energy supplied to the shor-
tening arc by the MMA method, thereby accelerating
the electrode melting and preventing it from sticking.
The function is activated when the arc voltage drops
below approx. 17 V. Setting the value determines the
possible increase in welding current. The function is set
between 0 - 100, thus adjusting its intensity of action.
0 = off; 100 = maximum. Activation is done by pressing
the control n-coder one after the other.
OFF
ARC FORCE
N-coder
MMA
- Setting ANTI STICK function
The function reduces the welding voltage to 5 V during
evaluation short-circuit at the output terminals (when
the electrode is glued to the material to be welded),
thus enabling easy removal of the electrode from the
material to be welded. The function is automatically
activated each time the machine is switched on.
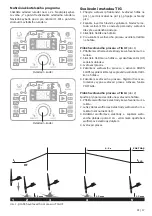
TIG AC
- Setting the AC waveform
Use the waveform switch to select the appropriate
option.
AC square - maximum penetration of material, high pro-
gressive speed and more stable arc.
AC sinusoid - standard AC waveform, quieter arc and sof-
ter dynamics of the arc.
OFF
AC - sinusoid
AC - square
N-coder Waveform switching
button
TIG HF TIG LA
TIG AC
- Welding current setting
The welding current is set using the control n-coder.
Activation is done by pressing the control n-coder one
after the other.
OFF
N-coder
Method switching
button
TIG HF
Main current indicator Welding current





















































