


























| 13
OFF
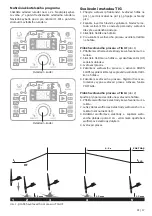
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
TIG DC
- Nastavení funkce END CURRENT
(koncový proud)
Funkce udává hodnotu proudu, při které dojde k ukon-
čení svařovacího procesu. Společně s funkcí DOWN SLO-
PE zamezuje, při správném nastavení, tvorbě kráteru na
konci svaru. Aktivace se provádí postupným stisknutím
ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
TIG DC
- Nastavení funkce POST-GAS
(dofuk plynu)
Funkce zajišťuje ochranu svaru po ukončení svařovací-
ho procesu a zároveň chladí wolframovou elektrodu.
Nízká doba trvání funkce může mít vliv na kvalitu zapa-
lování svařovacího oblouku z důvodu oxidace elektrody.
Aktivace se provádí postupným stisknutím ovládacího
n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
TIG DC
- Nastavení funkce 2-TAKT
Funkce udává způsob aktivace svařovacího procesu. Při
použití tohoto režimu je nutné v průběhu svařování mít
stisknuté tlačítko hořáku, které zasílá signál k aktivaci
svařovacího procesu. Stisknutím tlačítka hořáku dojde
k zahájení svařovacího procesu a aktivaci posloupnosti
funkcí. Aktivace se provádí postupným stisknutím ovlá-
dacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
TIG DC
- Nastavení funkce 4-TAKT
Funkce udává způsob aktivace svařovacího procesu. Při
použití tohoto režimu je nutné stlačit tlačítko hořáku,
které zasílá signál k aktivaci svařovacího procesu. Násled-
ně proběhne aktivace funkce PRE-GAS, následně START
CURRENT. Po uvolnění tlačítka dojde k zahájení svařovací
procesu přechodem na WELDING CURRENT a postupné
aktivaci dalších aktivních funkcí. Pro ukončení svařova-
cího procesu je nutné opětovně stlačit tlačítko hořáku,
čímž dojde k aktivaci funkce DOWN SLOPE, následně
END CURRENT. Po uvolnění tlačítka dojde k ukončení sva-
řovacího procesu a aktivaci funkce POST-GAS.
CZ





















































