




























16 |
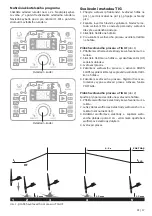
SPOT
- Nastavení funkce DUTY CYCLE
(balanc proudů)
Funkce umožňuje nastavení poměru mezi hlavním sva-
řovacím proudem a pulzním proudem I
2
. Snižováním
hodnoty pulzního proudu dochází ke snížení tepelného
zatížení a penetrace svařovaného materiálu.
OFF
Ovládací n-kodér Tlačítko přepínání
průběhů
Tlačítko
přepínání režimů
TIG HF
DC
SPOT
- Nastavení funkce POST-GAS
(dofuk plynu)
Funkce zajišťuje ochranu svaru po ukončení svařovacího
procesu a zároveň chladí wolframovou elektrodu. Nízká
doba trvání funkce může mít vliv na kvalitu zapalování
svařovacího oblouku z důvodu oxidace elektrody. Akti-
vace se provádí postupným stisknutím ovládacího n-ko-
déru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
SPOT
- Nastavení funkce SPOT TIME
(délka bodu)
Funkce slouží k nastavení délky požadovaného impul-
zu pro spojení materiálu. Rozsah nastavení 0,2 - 10 s.
Aktivace se provádí postupným stisknutím ovládacího
n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
JOB Mode
Funkce umožňuje ukládání uživatelských programů. K
dispozici je 10 volných pozic pro uložení, které je možné
libovolně přepisovat.
Uložení uživatelského programu
Stiskněte ovládací n-kodér na cca 2 s. Na displeji vyberte
volbu „S“ a potvrďte stisknutím ovládacího n-kodéru. Ná-
sledně vyberte pozici uložení 1-10 a potvrďte stisknutím
ovládacího n-kodéru.
OFF
Ovládací n-kodér
OFF
Ovládací n-kodér
CZ





















































