





















8 |
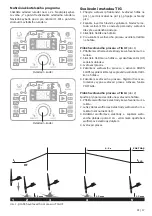
TIG AC
- Nastavení funkce PRE-GAS
(předfuk plynu)
Funkce slouží k zajištění ochranné atmosféry před zapá-
lením svařovacího oblouku. Stisknutím ovládacího tla-
čítka na hořáku dojde k aktivaci funkce, která je aktivní
po nastavenou dobu. Po uplynutí nastavené doby do-
chází k zapálení svařovacího oblouk. Aktivace se provádí
postupným stisknutím ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
TIG AC
- Nastavení funkce
START CURRENT
(startovací proud)
Funkce umožňuje nastavení startovacího proudu, kte-
rý se aktivuje při zapálení oblouku. Nastavením funkce
dochází k eliminaci propálení svařovaného materiálu
okamžitým náběhem hlavního svařovacího proudu.
Aktivace se provádí postupným stisknutím ovládacího
n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
TIG AC
- Nastavení funkce UP SLOPE
(plynulý náběh)
Funkce umožňuje nastavení plynulého nárůstu proudu
z funkce START CURRENT na hlavní svařovací proud. Vli-
vem této funkce dochází k postupnému zahřívání počát-
ku svaru a eliminaci propálení svařovaného materiálu.
Aktivace se provádí postupným stisknutím ovládacího
n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
TIG AC
- Nastavení funkce DOWN SLOPE
(klesání proudu)
Funkce slouží k plynulému ukončení svařovacího proce-
su. Společně s funkcí KONCOVÝ PROUD (END CURRENT)
zamezuje, při správném nastavení, tvorbu kráteru na
konci svaru. Po nastavenou dobu dochází k plynulém
klesání svařovacího proudu na hodnotu koncového
proudu. Aktivace se provádí postupným stisknutím
ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
CZ





















































