




























| 15
OFF
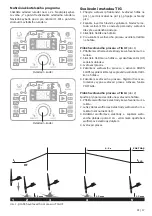
Ovládací n-kodér Tlačítko přepínání
průběhů
Tlačítko
přepínání režimů
TIG HF
DC
TIG DC
- Nastavení funkce CYCLE
(přepínání proudů)
Funkce umožňuje přepínání mezi dvěma proudy. Aktiva-
ce je možná pouze v režimu 4-takt.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
TIG DC
- Nastavení druhého proudu
funkce CYCLE
Aktivace se provádí postupným stisknutím ovládacího
n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
SPOT
- Nastavení funkce SPOT WELDING
(bodové svařování)
Tato funkce je určena k bodovému svařování ocelových a
nerezových materiálů. Pomocí automatického ukončení
svařovacího oblouku je zajištěno kvalitní spojení. Uživatel
musí nastavit dostatečný čas a výkon pro zajištění ideál-
ního spojení. Funkce je aktivní pouze v režimu TIG DC HF.
SPOT
- Nastavení svařovacího proudu
Nastavení svařovacího proudu se provádí otáčením ovlá-
dacího n-kodéru. Aktivace se provádí postupným stisknu-
tím ovládacího n-kodéru.
OFF
Ovládací n-kodér
Tlačítko přepínání
průběhů
TIG HF
DC
SPOT
- Nastavení funkce PRE-GAS
(předfuk plynu)
Funkce slouží k zajištění ochranné atmosféry před zapá-
lením svařovacího oblouku. Stisknutím ovládacího tlačít-
ka na hořáku dojde k aktivaci funkce, která je aktivní po
nastavenou dobu. Po uplynutí nastavené doby dochází k
zapálení svařovacího oblouk. Aktivace se provádí postup-
ným stisknutím ovládacího n-kodéru.
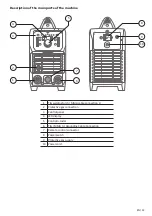
OFF
Ovládací n-kodér
Tlačítko přepínání
průběhů
Bodování
DC
TIG HF
CZ





















































