




























| 19
Ochranný plyn:
Pro svařování metodou TIG je nutné použít Argon o čisto-
tě 99,99 %. Množství průtoku určete dle tabulky 3.
Tabulka 3
Svařovací
proud
(A)
Průměr
elektrody
(mm)
Svařovací hubice
Průtok
plynu
(l/min)
n (°)
Průměr (mm)
6 - 70
1,0
4/5
6/8,0
5 - 6
60 - 140
1,6
4/5/6
6,5/8,0/9,5
6 - 7
120 - 240
2,4
6/7
9,5/11,0
7 - 8
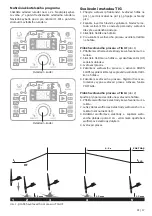
Držení svařovacího hořáku při svařování:
90°
45°
Pozice W (PA)
Pozice H (PB)
10 – 30°
15 – 40°
Pozice S (PF)
10
- 30°
20 - 30°
Pozice S (PF)
Příprava základního materiálu:
V tabulce 4 jsou uvedeny hodnoty pro přípravu materiá-
lu. Rozměry určete dle obrázku 6.
Obrázek 6
a
s
α
d
Tabulka 4
s (mm)
a (mm)
d (mm)
α (°)
0 - 3
0
0
0
3
0
0,5 (max)
0
4 - 6
1 - 1,5
1 - 2
60
Základní pravidla při svařování metodou TIG:
1. Čistota. Oblast svaru při svařování musí být zbavena
mastnoty, oleje a ostatních nečistot. Také je nutno
dbát na čistotu přídavného materiálu a čisté rukavice
svářeče při svařování.
2. Ochrana přídavného materiálu. Aby se zabránilo
oxidaci, musí být odtavující konec přídavného
materiálu vždy pod ochranou plynu vytékajícího z
hubice.
3. Typ a průměr wolframových elektrod je nutné zvolit
dle velikosti proudu, polarity, druhu základního
materiálu a složení ochranného plynu.
4. Broušení wolframových elektrod. Naostření špičky
elektrody, by mělo být v podélném směru. Čím
nepatrnější je drsnost povrchu špičky, tím klidněji hoří
el. oblouk a tím větší je životnost elektrody.
5. Množství ochranného plynu je třeba přizpůsobit typu
svařování, popř. velikosti plynové hubice. Po skončení
svařování musí proudit plyn dostatečně dlouho,
z důvodu ochrany materiálu a wolframové elektrody
před oxidací.
Typické chyby TIG svařování a jejich vliv na kvalitu
svaru:
Svařovací proud je příliš
Nízký:
nestabilní svařovací oblouk
Vysoký:
porušení špičky wolframových elektrod vede k
neklidnému hoření oblouku.
Dále mohou být chyby způsobeny špatným vedením
svařovacího hořáku a špatným přidáváním přídavného
materiálu.
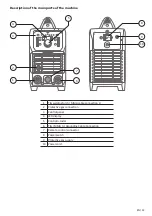
Svařování metodou MMA
(obalenou elektrodou)
Přepněte stroj do režimu MMA. V tabulce 5 jsou uvede-
ny obecné hodnoty pro volbu elektrody v závislosti na
jejím průměru a na síle základního materiálu. Hodnoty
použitého proudu jsou vyjádřeny v tabulce s příslušnými
elektrodami pro svařování běžné oceli a nízkolegovaných
slitin. Tyto údaje nemají absolutní hodnotu a jsou pouze
informativní. Pro přesný výběr sledujte instrukce posky-
tované výrobcem elektrod. Použitý proud závisí na pozici
sváření a typu spoje a zvyšuje se podle tloušťky a rozmě-
rů svařovaného materiálu.
CZ





















































