























– 65 –
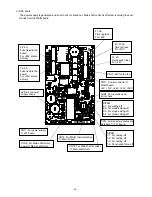
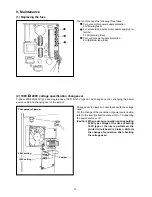
2) FLT-S board
Single-phase 200V~240V
Pulse generation is carried out for the purposes of power supply rectification, noise reduction, and the detection
of a momentary interruption
C
1
0
C
9
4
CN1: Power input
←
Power switch
CN3: Momentary interruption
detection signal
→
MAIN board
CN2 : Power output
→
Main board
S i n c e s i n g l e - p h a s e s p e c i f i c a t i o n s a r e
adopted, the power supply is connected to
Pins 4-5.
Summary of Contents for LK-1900A
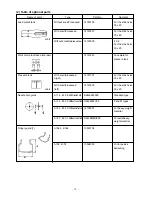
Page 20: ... 16 10 Hook adjustment Standard Adjustment 0mm 0mm 7 5mm 0 05 0 1mm For DPX5 For DPX17 ...
Page 90: ... 86 Grease Grease Grease Grease Grease 8 Needle thread clamp mechanism area ...
Page 91: ... 87 Grease Grease A Grease Grease Grease Grease 9 LK 1901A relations ...
Page 92: ... 88 10 LK 1903A relations Grease Grease ...
Page 114: ... 111 12 Circuit diagrams 1 Block diagram A ...
Page 115: ... 112 2 Power supply circuit diagram A ...
Page 116: ... 113 3 Power supply circuit diagram B ...
Page 117: ... 114 4 Power supply circuit diagram C ...
Page 118: ... 115 5 Servo motor circuit diagram ...
Page 119: ... 116 6 Sensor pedal VR circuit diagram ...
Page 120: ... 117 7 MAIN PANEL board circuit diagram ...
Page 121: ... 118 8 Motor solenoid circuit diagram Thread trimmer Lifting the work clamp foot motor ...







































































