





























Firepower MST 140i
Manual 0-53
38
3-11
INSTALLATION, OPERATION AND SETUP
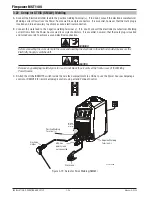
9. Multifunction Control - Voltage, Down Slope & Arc Force
The multifunction control knob is used to adjust Voltage (MIG Mode), Down slope (LIFT TIG
Mode) and Arc Force (STICK Mode) depending on the welding mode selected.
NOTE
The preview functionality provided on this power source is intended to act as a guide
only. Some differences may be observed between preview values and actual welding
values due to factors including the mode of welding, differences in consumables/gas
mixtures, individual welding techniques and the transfer mode of the welding arc (ie
dip versus spray transfer). Where exact settings are required (in the case of procedural
work), it is recommended that alternate measurement methods be utilized to ensure
output values are accurate.
When MIG Mode is Selected
In this mode the control knob is used to adjust the MIG welding voltage of the Power Source.
The welding voltage is increased by turning the knob clockwise or decreased by turning the
knob counterclockwise. The optimum voltage level required will depend on the type of welding
application. The setup chart on the inside of the wire feed compartment door provides a
brief summary of the required output settings for a basic range of MIG welding applications.
When STICK Mode is Selected
In this mode the multifunction control knob is used to adjust arc force. Arc force control
provides an adjustable amount of welding force (or “dig”) control. This feature can be
particularly beneficial in providing the operator the ability to compensate for variability in
joint fit-up in certain situations with particular electrodes. In general increasing the arc force
control toward ‘10’ (maximum arc force) allows greater penetration control to be achieved.
Arc force is increased by turning the control knob clockwise or decreased by turning the
knob counterclockwise.
When LIFT TIG Mode is Selected
In this mode the multifunction control knob is used to adjust down slope. Down slope allows
the user to select the ramp down time of the amperage at the completion of the weld. The
main function of down slope is to allow the welding current to be gradually reduced over a
pre-set time frame such that the welding pool is given time to cool sufficiently.
Note that when in 2T normal mode (Control No. 11), the Power Source System will enter down
slope mode as soon as the trigger switch is released (ie if the multifunction control knob is
set to 5, the Power Source will ramp down from the present welding current to zero over 5
seconds). If no down slope time is set then the welding output will cease immediately. If the
Power Source System is set to 4T latch mode, to enter down slope mode the trigger must
be held in for the selected time period (ie press and release trigger to commence welding,
then press and hold trigger again to enter down slope mode). Should the trigger be released
during the down slope phase (4T only), the output will cease immediately.
4T
2T
SOFT
HARD
DOWNSLOPE (S)
10
10
2
9
9
1
ARC FORCE (%)
INDUCTANCE
2
6
8
9
4T
2T
INDUCTANCE
-
HARD
+
SOFT
DOWNSLOPE (S)
ARC FORCE (%)
V
10
10
2
4
7
7
9
9
1
3
6
6
8
8
2
4
6
8
Summary of Contents for MST 140i
Page 6: ...This Page Intentionally Blank ...
Page 76: ...Firepower MST 140i BASIC WELDING GUIDE 4 24 Manual 0 5338 This Page Intentionally Blank ...
Page 82: ...Firepower MST 140i KEY SPARE PARTS 6 2 Manual 0 5338 6 02 Power Source Art A 12518 31 ...
Page 86: ...Firepower MST 140i KEY SPARE PARTS 6 6 Manual 0 5338 This Page Intentionally Blank ...
Page 87: ...Firepower MST 140i Manual 0 5338 1 APPENDIX APPENDIX This Page Intentionally Blank ...
Page 89: ...Firepower MST 140i Manual 0 5338 3 APPENDIX Art A 12517 ...







































































