








515211-12.eps
Fig. 8
18/
28
Bosch Rexroth AG
TS 2
plus
|
3 842 546 257/2012-07
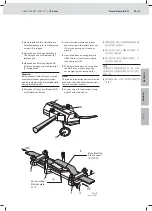
Der ausgeschärfte und gespannte Gurt
wird mit der Heizpresse (Fig. 8) zum
Endlos gurt verklebt.
Hinweis:
Die Haltbarkeit der Klebestelle kann nur
garantiert werden, wenn
- der auf Seite 6 angegebene Gurt (mit
Bosch Rexroth Bestell-Nr.),
- die vorgeschriebenen Klebematerialien
verwendet,
- die Klebevorschriften der Kleb -
stoffhersteller eingehalten werden!
- das Verfallsdatum des Klebers nicht
überschritten ist!
The beveled and tensioned belt is
bonded together with a heat press
(Fig. 8) to form a loop.
Note:
The bonded connection can only be
guaranteed to last if
- the belt specifi ed on page 6 (with
Bosch Rexroth part no.) and
- the adhesives specifi ed are used,
- the instructions for bonding given by
the adhesive manufacturer are follo-
wed exactly!
- the adhesive is not past its use-by
date!
用热压机
(Fig. 8)
将制出斜面且张紧的
皮带粘贴成环形皮带。
说明:
只有在满足下列条件的情况下,才能保
证粘贴位置的强度。
-
使用第
6
页上指定的皮带
(
带博世力
士乐订货号
)
,
-
使用指定的粘贴剂,
-
遵守粘贴剂制造商给出的粘贴规定!
-
不许使用过期的粘贴剂!
5.1 Kleben: Vorbereitung
Bonding:
Preparation
粘贴:准备
Klebevorbereitung (Fig. 8)
Hinweis:
Entfernen Sie Gewebereste vollständig
von den Ausschärffl ächen.
1
Ausschärffl ächen mit Spiritus reinigen
und entfetten.
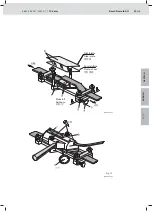
Heizpresse vorheizen (Fig. 9)
1
Thermometer (5) in entsprechende
Bohrung der Heizpresse stecken.
Heizpresse (7) auf 120°C ± 5° vorhei-
zen, ggf. an Einstellschraube Tempera-
tur einstellen.
2
- Heizpressenunterteil (1) aufl egen.
Das Klemmteil (2) zeigt in Richtung
Antriebsstation AS.
Preparation for bonding (Fig. 8)
Note:
Ensure that all fi bre remnants are
removed completely from the beveled
surfaces!
1
Clean the beveled surfaces with alco-
hol and degrease.
Pre-heating the heat press (Fig. 9)
1
Insert the thermometer (5) in the
correct hole in the heat press (7). Heat
the heat press to 120°C ± 5° and
adjust the temperature with the setting
screw if necessary.
2
Apply the lower section of the heat
press (1). The clamp part (2) faces the
AS drive module.
粘贴准备
(Fig. 8)
说明:
彻底清除斜面上的残留织物。
1
用酒精对斜面进行清洁和去油。
热压机预热
(Fig. 9)
1
把温度表
(5)
插入热压机相应的孔中。
将热压机
(7)
预热到
120°C ± 5°
,有必
要的话,在调节螺栓上调节温度。
2
放好热压机底座
(1)
。夹持件
(2)
指向
驱动单元
AS
的方向。