



















Error! Use the Start tab to apply “Title 1” to the text need to be displayed here.
4
1.1.1.
Main screen area
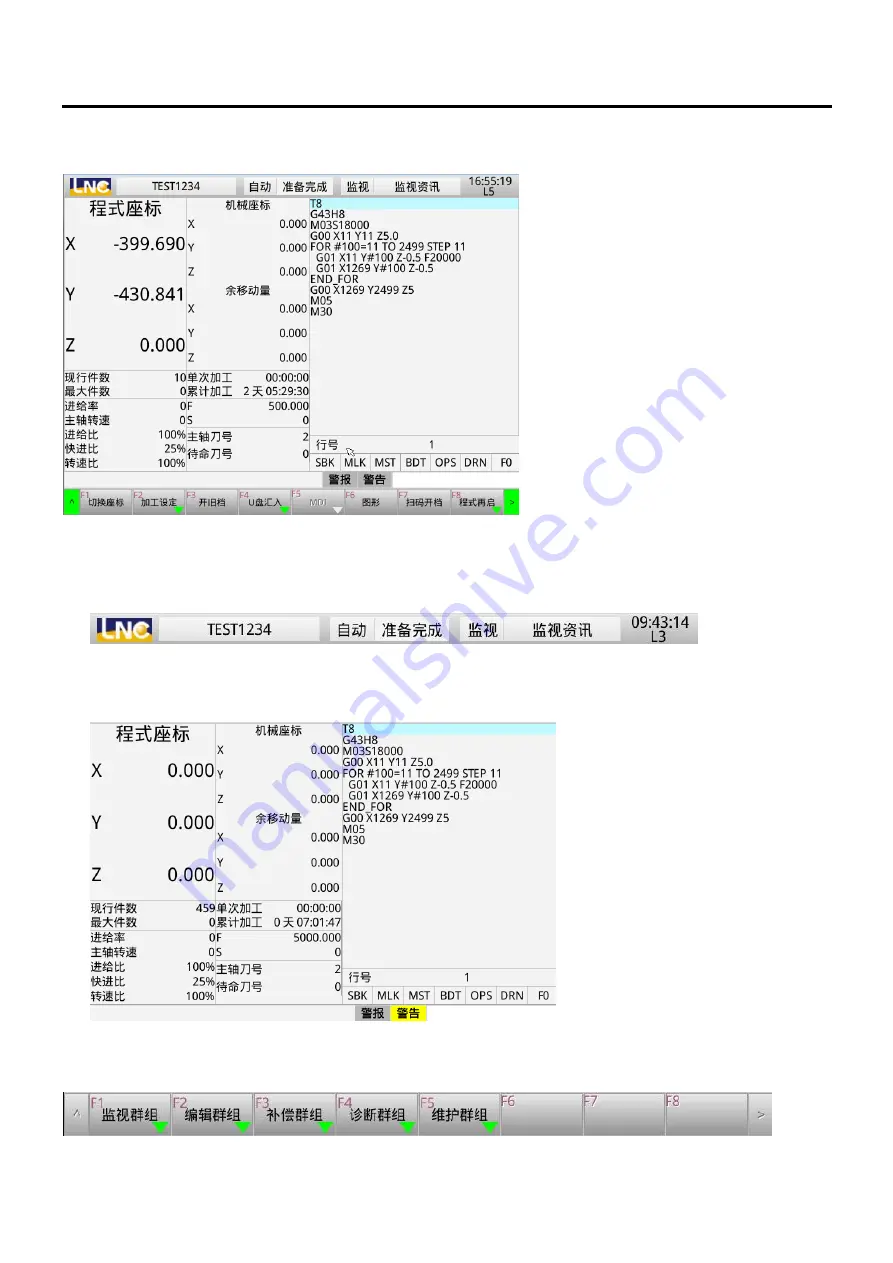
The main screen area is mainly divided into three parts, as explained below:
-
Caption
:
display the currently selected processing file, system mode, system status, selected page,
time, and user level.
-
Page
:
: display the content information of the currently selected page, which will have different
content as the selection of different pages.
-
Button menu
:
: available for page switching and function selection. The left ^ (up arrow) represents
the previous menu; the right > (right arrow) represents the next menu.







































































