
























7
3D SYSTEMS, INC
.
Part geometry and feature considerations
Thin walls, small pegs, text, small protrusions, or cuts
X and Y Fill and Outline Offsets
Z-offset (Z compensation)
Small Features less than 1 mm will be affected by X, Y, and Z offset values.
While parts will have good detail on both upward- and
downward-facing surfaces, generally the upward-facing
surface will have the best definition for text and small details.
Downward- facing surfaces exhibit a reduced, or softened, stair-
stepping effect.
Outline/Fill Laser beam offsets adjust the outline of a part to compensate for the laser beam diameter. This does not
compensate for regular shrinkage; rather, beam offset performs a topological offset, moving the skin of the part toward the
inside. Features like posts become smaller and features like holes become larger. Beam offset is performed on each slice of the
part as the scan files are created
The beam offset values are set using the following offset parameters: X Fill Offset, Y Fill Offset, X Outline Offset, and Y Outline
Offset. These parameters are set using the scale & offset editor of the respective build preparation software.
When the first layer of a part or the layer of a part feature is scanned, the laser penetrates to the un-melted material below
the print boundary. Z-offset is used to compensate for this print-through (bonus Z). To compensate for this, downward-facing
surfaces are offset, moving the downward surface up. Thin features (less than layer thickness) oriented parallel to the Z plane
may not print.
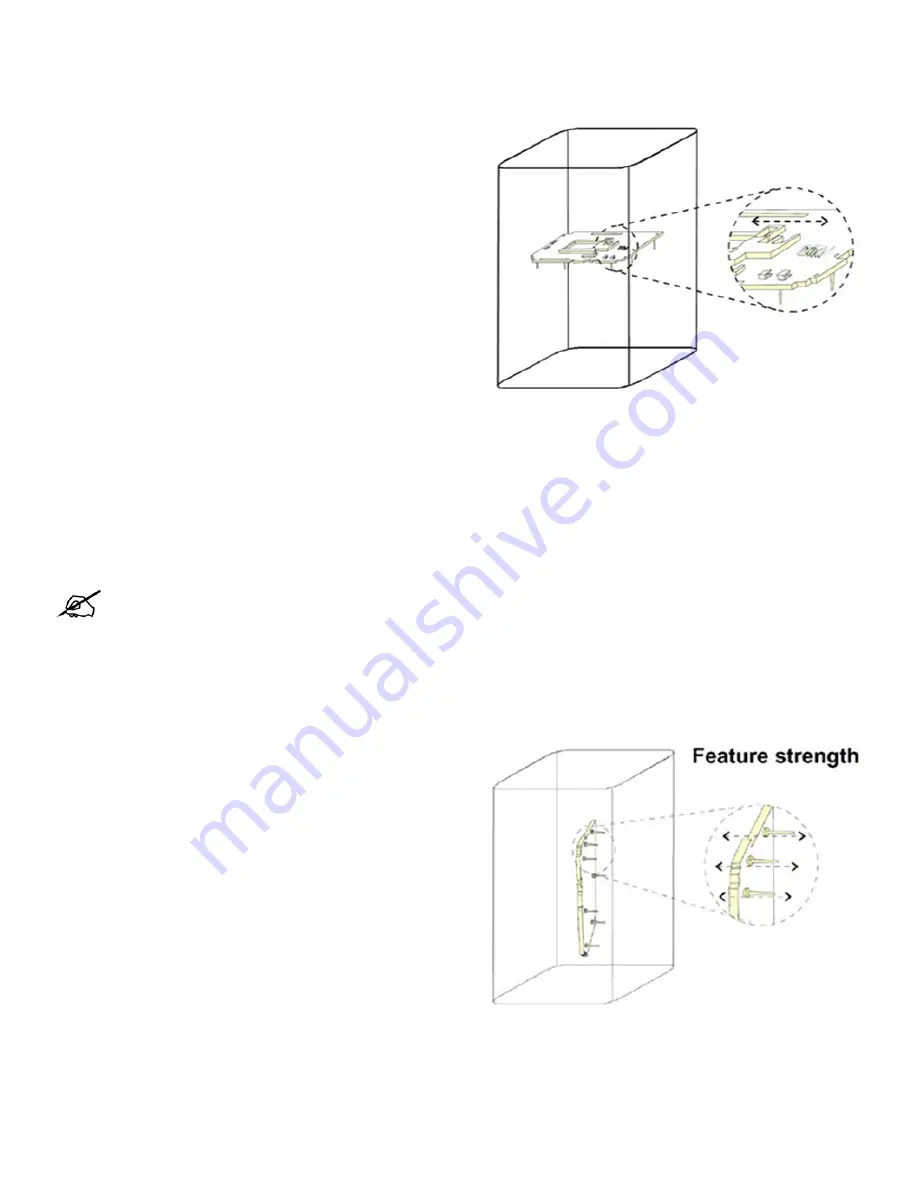
Feature Strength
Orient features (such as snaps and pegs), which are subject to
bending stress, in the X/Y plane, so that layers run the length of
the features.
Surface Finish
Curved surfaces built in the Z direction may display stepping because of the layered process. Bead blasting and other post-
processing can minimize or eliminate the layer lines.
Note: Features smaller than twice the outline offset might not print . Use the
View Slice
option in 3D Sprint to
inspect the print slices. Rotating the part around Z by 45° might allow these small features to print.
Feature Definition
Posts built in Z direction
for feature definition
Posts built in X/Y plane for
strength of lengthwise layers







































































