


















26
GENERAL V-BELT DRIVE TIPS
Refer to website for more detailed information pertaining to belt maintenance.
Keep the belts and sheaves free from foreign materials that may cause slippage
or damage to the belt and sheave surfaces.
Maintain sheave alignment.
Inspect the V-belt drive periodically. Re-tension the drive belts if they are slipping.
NOTE: Optimal belt tension is the lowest tension at which the belts will
not slip under peak load. Peak load typically occurs at start-up.
Over tensioning belts can cause premature bearing, sheave and belt failure.
Particular attention should be given to these conditions:
Worn groove sidewalls
Shiny sheave groove bottom
Wobbling sheaves
Damaged sheaves
BELT TENSION
Proper sheave alignment and belt tension are critical to belt and bearing service life. Incorrect
belt tension or misalignment of sheaves can cause any of the following:
Premature failure of bearings.
Premature failure of belts.
Reduced air volume.
Noise and vibrations.
Each Titan Air unit has as standard equipment an adjustable motor base. To adjust the belt
tension, loosen the motor hold down bolts and adjust the slide base with adjusting bolt(s) on the end
of the base (larger bases will have 2 adjustment bolts. Use a belt tension tester and associated
tables to determine proper tension. Re-tension after the first day of operation with new belts and
periodically thereafter.
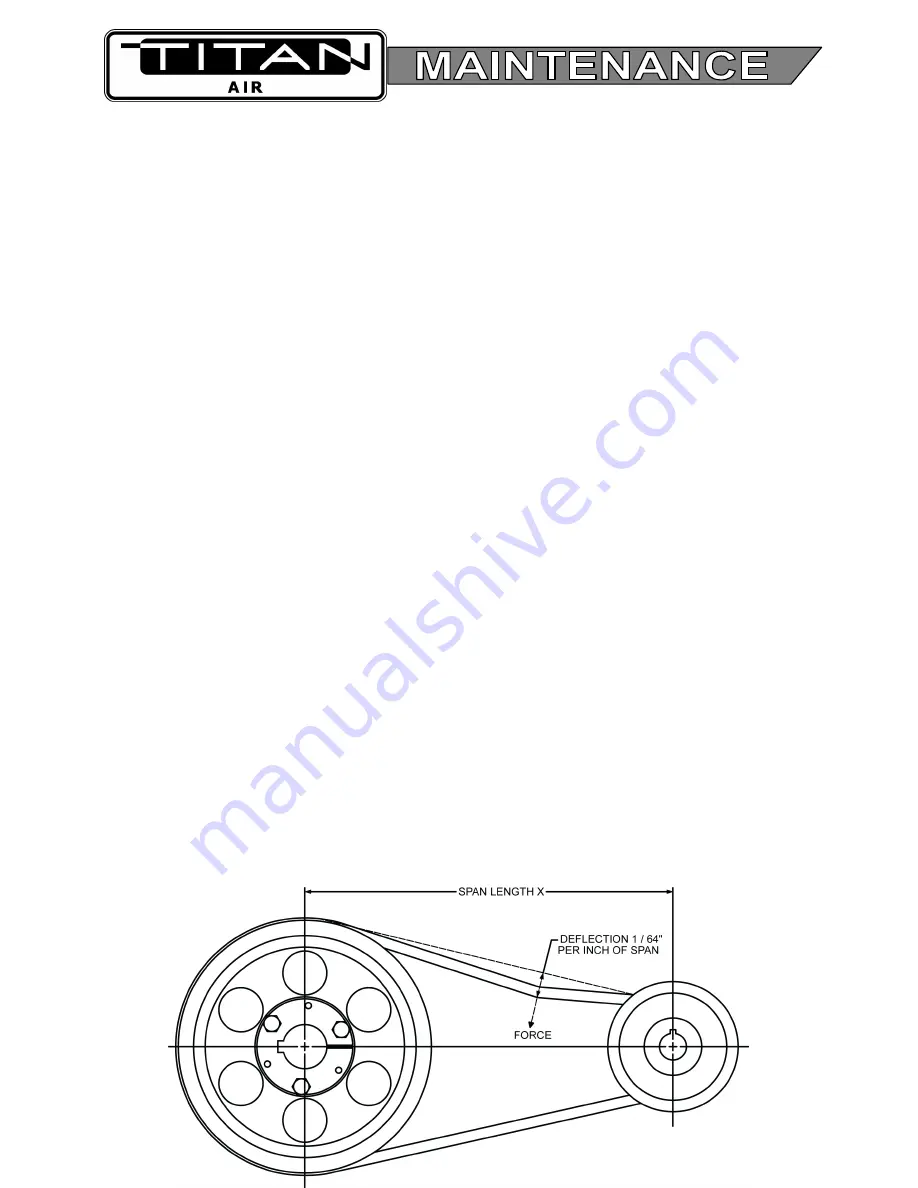
Common belt tension gauges will specify a force required to produce a deflection of 1/64” per
inch of span. The force required to achieve this deflection is typically in the range of 3 lbs for A-
belts, 5 lbs. for B-belts, and 15 lbs. for 5V belts. See Figure below.







































































