





























Velocities, Setpoint/Actual Value Systems, Closed-Loop Control (G2)
7.3 Setpoint/actual-value system
Turning, Milling, Nibbling
Function Manual, 11/2012, 6FC5397-1CP10-5BA0
123
7.3
Setpoint/actual-value system
7.3.1
General
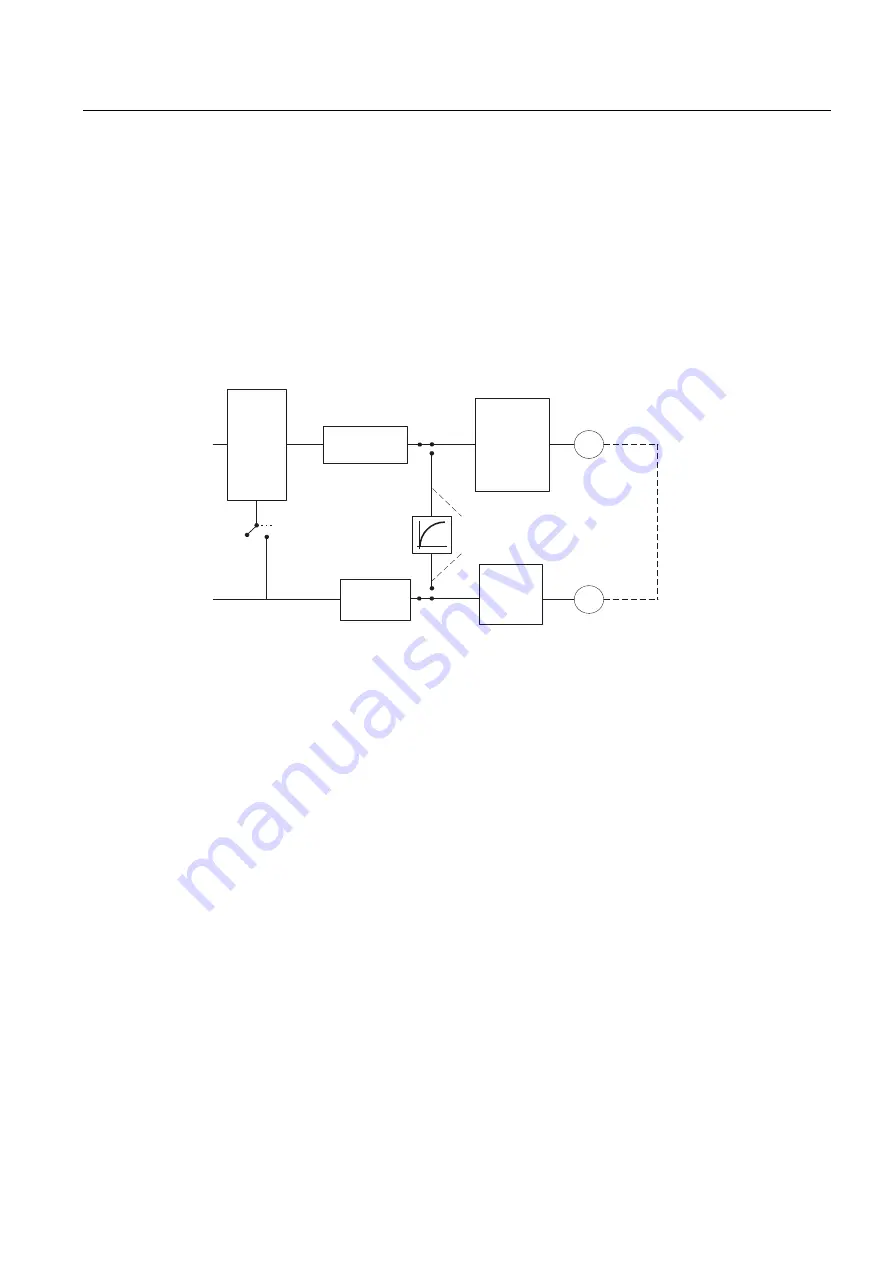
Block diagram
A control loop with the following structure can be configured for every closed-loop controlled
axis/spindle:
0'
(1&B7<3( 6,08/$7,21
0'
&75/287B7<3( 6,08/$7,21
$FWXDO
YDOXH
URXWLQJ
(QFRGHU
0RWRU
,63RVLWLRQPHDVXULQJ
V\VWHP
*
$FWXDOYDOXH
SURFHVVLQJ
0
6SHHG
VHWSRLQW
URXWLQJ
6SHHGVHWSRLQW
RXWSXW
&ORVHGOR
RSFRQWURO
Figure 7-1
Block diagram of a control loop
Setpoint output
A setpoint can be output for each axis/spindle. The setpoint output at the setting device is
done digitally or, in the case of analog spindles 10 V unidirectionally or bidirectionally.
Simulation axes
The speed control loop of an axis can be simulated for test purposes. The axis "traverses"
with a following error, similar to a real axis.
A simulation axis is defined by setting MD30130 CTRLOUT_TYPE[n] (setpoint output type)
and MD30240 ENC_TYPE[n] (actual-value acquisition type) to "0".
As soon as the standard machine data has been loaded, the axes become simulation axes.
The setpoint and actual value can be set to the reference point value with reference point
approach.
MD30350 SIMU_AX_VDI_OUTPUT (output of axis signals for simulation axes) can be set to
define whether axis-specific interface signals are output to the PLC during the simulation
process.
Содержание SINUMERIK 802D sl
Страница 58: ...Axis Monitoring A3 2 6 Data lists Turning Milling Nibbling 58 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 84: ...Travel to fixed stop F1 5 6 Data lists Turning Milling Nibbling 84 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 114: ...Gantry axes G1 6 8 Data lists Turning Milling Nibbling 114 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 260: ...Measurement M5 13 6 Data lists Turning Milling Nibbling 260 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 314: ...Positioning Axes P2 17 3 Data lists Turning Milling Nibbling 314 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 332: ...Reference Point Approach R1 18 6 Data lists Turning Milling Nibbling 332 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 340: ...Rotary Axes R2 19 4 Data lists Turning Milling Nibbling 340 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 368: ...Spindle S1 20 9 Data lists Turning Milling Nibbling 368 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 390: ...Tangential Control T3 22 5 Data lists Turning Milling Nibbling 390 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 422: ...Feed V1 24 4 Data lists Turning Milling Nibbling 422 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 440: ...Appendix A 2 Overview Turning Milling Nibbling 440 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...
Страница 458: ...Glossary Turning Milling Nibbling 458 Function Manual 11 2012 6FC5397 1CP10 5BA0 ...