




























ROYAL ENFIELD WORKSHOP MANUAL
Section K7 Page 3
on the circumference of the rim shoulders where
the tyre fits being 53.642/53.582 in. The standard
steel measuring tape for checking rims is 5/16 in.
wide, .011 in. thick, and its length is 53.676/
53.616 in.
Up to 1959 "Clipper," up to 1962 "500 Bullet,"
up to 1958 "350 Bullet": The wheel rim is
WM2-19 in. plunged and pierced with forty holes
for spoke nipples. The spokes are symmetrical, i.e.
the rim can be assembled either way round. The
rim diameter after building is 19.062 in., the
tolerances on the circumference of the rim
shoulders where the tyre fits being 59.930/59.870
in. The standard steel measuring tape for checking
rims is 5/16 in. wide, .011 in. thick and its length
is 59.964/59.904 in.
12. Spokes
"350 Clipper," 1960: The spokes are of the
singlebutted type, 8-10 gauge, with 90°
countersunk heads, thread diameter .144 in., 40
threads per inch, thread form British Standard
Cycle. The inner spokes are 5.5/8 in. long with an
angle of bend 100', and the outer spokes 5.3/4 in.
long with an angle of bend 80°.
The "Trials" model has a 6 in. brake, the front
rim is WM1-21 in., there are forty spokes 7.9/16
in. long 10-8 gauge. On all "350 Bullets" up to
1958, "Clippers" up to 1959 and "500 Bullets" up
to 1962, the inner and outer spokes are 6.5/8 in.
long. "350 Bullets," 1959 to 1962 have spokes
6.5/16 in. long.
13. Wheel Building and Truing
The spokes are laced one over two, and the
wheel rim must be built central in relation to the
faces of the nuts on the spindle. The rim should
be trued as accurately as possible, the maximum
permissible run-out both sideways and radially
being plus or minus 1/32 in.
14. Tyre
The standard tyre is Dunlop 3.25-17 in.
Ribbed. "350 Bullet" up to 1958. "350 Clipper"
up to 1959, "500 Bullet" up to 1962: use a 3.25-19
in. When removing the tyre always start close to
the valve and see that the edge of the cover at the
other side of the wheel is pushed down into the
well in the rim.
When replacing the tyre fit the part by the
valve last, also with the edge of the cover at the
other side of the wheel pushed down into the
well.
If the correct method of fitting and removal of
the tyre is adopted it will be found that the covers
can be manipulated quite easily with the small
levers supplied in the tool-kit. The use of long
levers and/or excessive force is liable to damage
the walls of the tyre. After inflation, make sure
that the tyre is fitting evenly all the way round the
rim. A line moulded on the wall of the tyre
indicates whether or not the tyre is correctly fitted.
If the tyre has a white mark indicating, a balance
point, this should be fitted near the valve.
15. Tyre Pressures
The recommended pressures for the front
tyres are 16 lb. per square inch for wheel loads
not exceeding 200 lb., 18 lb. per square inch for
load up to 240 lb., 20 lb. per square inch for loads
up to 280 lb., and 24 lb. per square inch up to 350
lb.
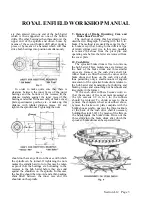
16. Lubrication
Grease the bearings by packing them with
grease after dismantling the hub as described
above.
Note that the brake cam is drilled for a grease
passage but the end of this is stopped up with a
countersunk screw instead of being fitted with a
grease nipple. This is done to present excessive
greasing by over-enthusiastic owners. If the cam is
smeared with grease on assembly it should require
no further attention but in case of necessity, it is
possible to remove the screw, fit a grease nipple in
its place and grease the cam by this means.
www.hitchcocksmotorcycles.com
Содержание 350 BULLET 1956
Страница 3: ...ROYAL ENFIELD WORKSHOP MANUAL 350 BULLET 1961 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 5: ...ROYAL ENFIELD WORKSHOP MANUAL 500 BULLET 1956 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 7: ...ROYAL ENFIELD WORKSHOP MANUAL w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 21: ...ROYAL ENFIELD WORKSHOP MANUAL 350 CLIPPER 1958 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 23: ...ROYAL ENFIELD WORKSHOP MANUAL Section E1 Page 2 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 28: ...ROYAL ENFIELD WORKSHOP MANUAL Section F4 Page 3 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 30: ...ROYAL ENFIELD WORKSHOP MANUAL Section F4 Page 5 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 42: ...ROYAL ENFIELD WORKSHOP MANUAL Section H5 Page 1 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 57: ...ROYAL ENFIELD WORKSHOP MANUAL w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 69: ...ROYAL ENFIELD WORKSHOP MANUAL w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 71: ...ROYAL ENFIELD WORKSHOP MANUAL Section M2 Page 2 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 72: ...ROYAL ENFIELD WORKSHOP MANUAL Section M2 Page 3 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 73: ...ROYAL ENFIELD WORKSHOP MANUAL Section M2 Page 4 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 74: ...ROYAL ENFIELD WORKSHOP MANUAL Section M2 Page 5 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 75: ...ROYAL ENFIELD WORKSHOP MANUAL Section M2 Page 6 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 76: ...ROYAL ENFIELD WORKSHOP MANUAL Section M4 Page 1 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 77: ...ROYAL ENFIELD WORKSHOP MANUAL w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 79: ...ROYAL ENFIELD WORKSHOP MANUAL Section P1 Page 2 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Страница 80: ...ROYAL ENFIELD WORKSHOP MANUAL Section P1 Page 3 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...







































































