




























14
If the finish is still affected, make adjustments by
slowing the conveyor and/or decreasing the depth
of cut and run the stock through again.
Also try a faster feed rate or less depth of cut if the
stock you are working begins to show burn marks.
With cherry, hard maple or other hardwoods, using
a shallower depth of cut and a faster feed rate will
help minimize burn marks.
Slightly angling the stock as it is fed into the machine
will also help prevent burning the stock.
Because of the wide range of variables, it is
important to experiment with your specific
conditions and make adjustments to achieve
optimum feed rate. If problems occur, first inspect
and adjust feed rate, referring to
sect. 12.0
“Troubleshooting.”
8.13
Maximum performance tips
The versatility designed into the PM22-44 drum
sander allows it to be used for a variety of tasks that
will boost return on your investment. For example, it
will speed up fine sanding work often done with
slower, dust-generating hand sanders, and will
achieve fine thickness adjustments not possible on
some sanders. It can be used to surface figured
woods – bird’s eye or curly maple, for example –
which can be damaged if fed through a planer.
Learning how to use its adjustments and controls
will allow you to fine-tune the machine for maximum
results. The best results come from experimenting
with different abrasive grits and machine
adjustments to fit the job at hand. Following is a list
of useful tips which can help you improve
performance of your sander.
8.13.1
Dust collection
When connecting dust collectors, remember that
straight pipe will not restrict airflow as much as
flexible tubing. Y’s and elbows will restrict airflow
less than T’s. Also, a hose smaller than 2-1/2”
diameter should not be used.
8.13.2
Multiple-piece sanding runs
When abrasive planing (or thickness sanding) a run
of similar pieces that you want to have the same
thickness, it is best to determine the thickness of the
thinnest piece and process all pieces to that same
thickness in one session. Be aware that the sander
will remove cups and crowns in the workpiece;
consider this when measuring and processing stock
to the same thickness.
8.13.3
Simultaneous multiple pieces
When sanding multiple pieces simultaneously,
make sure to stagger (step) the pieces across the
width of the conveyor belt. This provides better
contact with the tension rollers. Try to process only
multiple pieces of similar thickness.
If there is a significant thickness difference, the
thinner pieces can slip on the conveyor belt if they
do not contact the tension rollers. Also note that
pieces thicker than 3/4” should be longer than the
minimum normally recommended to prevent tipping
of the stock.
8.13.4
Edge sanding
When edge sanding, the sander will mimic the
opposite edge of the stock which is lying on the
conveyor belt. Because of this, it is important for the
stock edge to have been ripped at the proper angle
to the face before the sanding process. When edge
sanding stock that is less than 3/4” wide or more
than 2” high, it is good procedure to stack and clamp
several pieces together to prevent them from
slipping or tipping on the conveyor belt.
8.13.5
Sanding imperfect stock
When sanding stock with a cup or crown, place the
crown up. This will stabilize the stock to help prevent
tipping or rocking during sanding. After the crown
has been removed and the top is flat, turn the stock
over and sand the opposite side. To avoid personal
injury, take special care when sanding stock that is
twisted, bowed, or otherwise varies in thickness
from end to end. If possible, support such stock as
it is being sanded to keep it from slipping or tipping.
Use extra roller stands, help from another person,
or hand pressure on the stock, to minimize
potentially hazardous situations.
8.13.6
Face frames and raised panel
doors
It is very important to have the proper abrasive
contact when doing this type of sanding. If the
machine is set to take an excessive depth of cut, the
result can be a gouge or dip as the drum goes from
sanding the rails at full width to sanding just a few
inches of width on the stiles. To prevent this make
sure, when using abrasives finer than 80 grit, that
the drum is in contact with the wood but can still be
spun by hand. If there is room, angling the stock on
the conveyor belt can also help. Slowing the
conveyor feed when coming to a rail in the stock can
help prevent a dip or gouge. This allows the
abrasive to work the wider width with less effort, and
to achieve better consistency of the finished
surface.
8.13.7
Stock feeding angle
Some pieces, because of their dimensions, will
need to be fed into the machine at a 90° angle
(perpendicular to drum). However, even a slight
offset angle of stock will provide for more effective
stock removal. The optimum feeding angle for stock
removal is about 60°.
Angling the workpiece for stock removal provides
other advantages, such as less loading of certain
areas of the drum due to glue lines or mineral
streaks in the stock, more even wear of abrasive
strips, potentially faster feed rates, and lighter loads
Содержание PM2244
Страница 20: ...20 14 1 1 PM2244 Head Assembly I Exploded View ...
Страница 21: ...21 14 1 2 PM2244 Head Assembly II Exploded View ...
Страница 22: ...22 14 1 3 PM2244 Head Assembly III Exploded View ...
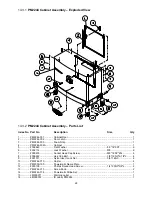
Страница 26: ...26 14 2 1 PM2244 Conveyor Bed Assembly Exploded View ...
Страница 29: ...29 15 0 Electrical Connections PM2244 Drum Sander ...
Страница 31: ...31 This page intentionally left blank ...
Страница 32: ...32 427 New Sanford Road LaVergne Tennessee 37086 Phone 800 274 6848 www powermatic com ...
Страница 52: ...20 14 1 1 Ensemble tête I de la ponceuse PM2244 Vue éclatée ...
Страница 53: ...21 14 1 2 Ensemble tête II de la ponceuse PM2244 Vue éclatée ...
Страница 54: ...22 14 1 3 Ensemble tête III de la ponceuse PM2244 Vue éclatée ...
Страница 58: ...26 14 2 1 Ensemble tapis du convoyeur PM2244 Vue éclatée ...
Страница 61: ...29 15 0 Branchements électriques Ponceuse à tambour PM2244 ...
Страница 63: ...31 La présente page a intentionnellement été laissée vierge ...
Страница 64: ...427 New Sanford Road La Vergne Tennessee 37086 États Unis Téléphone 1800 274 6848 www powermatic com ...
Страница 87: ...23 14 1 1 Conjunto de cabeza I de PM2244 Vista desarrollada ...
Страница 88: ...24 14 1 2 Conjunto de cabeza II de PM2244 Vista desarrollada ...
Страница 89: ...25 14 1 3 Conjunto de cabeza III de PM2244 Vista desarrollada ...
Страница 93: ...29 14 2 1 Conjunto de cabeza de lecho de banda transportadora de PM2244 Vista desarrollada ...
Страница 96: ...32 15 0 Conexiones eléctricas Lijadora de tambor PM2244 ...
Страница 98: ...34 ...
Страница 99: ...35 ...
Страница 100: ...36 427 New Sanford Road LaVergne Tennessee 37086 Teléfono 800 274 6848 www powermatic com ...







































































