


























FONCTIONNEMENT
B-3
A
p
r
è
s avoir choisi le
f
il de soudage a
pp
ro-
p
ri
é
p
our l
ʼ
a
pp
lication, charger le
f
il en alu-
minium
p
uis brancher le
p
istolet et le
c
â
ble sur la soudeuse.
(
Voir la Section
d
ʼ
Installation
)
.
PROCÉDURES DE SOUDAGE
1. Lire et com
p
rendre les
M
esures de
S
é
curit
é
p
our le Soudage
à
l
ʼ
Arc
q
ui se
trouvent tout au long de ce manuel
ainsi
q
ue le
M
anuel d
ʼ
Instructions de la
Soudeuse. De m
ê
me,
p
our des con-
seils utiles en mati
è
re de soudage, voir
(
LTW1
)
le manuel
«
A
pp
rene
z
à
Souder
»
q
ui est
f
ourni avec la soudeuse.
2. Obtenir et utiliser l
ʼ
é
q
ui
p
ement de
p
ro-
tection
p
ersonnelle a
pp
ro
p
ri
é
p
our soud-
er. Brancher le c
â
ble
(
-
)
de T
R
AVAIL
(
masse de soudage
)
sur la
p
i
è
ce
à
soud-
er. S
ʼ
assurer
q
ue le tu
y
au
à
ga
z
du r
é
gu-
lateur du c
y
lindre soit branch
é
sur
l
ʼ
AD
M
ISSIO
N
de ga
z
de la soudeuse.
Ouvrir la sou
p
a
p
e de ga
z
du c
y
lindre.
3
. Brancher la
p
uissance d
ʼ
entr
é
e sur la
machine.
4. Placer l
ʼ
interru
p
teur de
p
uissance de la
machine sur la
p
osition
«
allum
é
e
»
(«
on
»)
.
R
é
gler la vitesse du
f
il et la
p
rise
de tension en
f
onction des tableaux
q
ui
a
pp
araissent au d
é
but de cette section.
5. Faire osciller le commutateur de s
é
lec-
tion se trouvant
à
l
ʼ
int
é
rieur de la
machine sur la
p
osition
«
M
agnum
100S
G
»
. A
pp
u
y
er sur la g
â
chette et
maintenir la
p
ression
p
endant environ 5
secondes a
f
in de
p
urger le tu
y
au.
V
é
ri
f
ier
q
ue le d
é
bit de ga
z
soit r
é
gl
é
sur
20
à
50 SCFH au travers du
p
istolet
à
bobine.
6. Cou
p
er le
f
il en aluminium de sorte
q
u
ʼ
il
s
ʼ
é
tende sur environ 1/4 de
p
ouce
à
p
artir de la
p
ointe de contact.
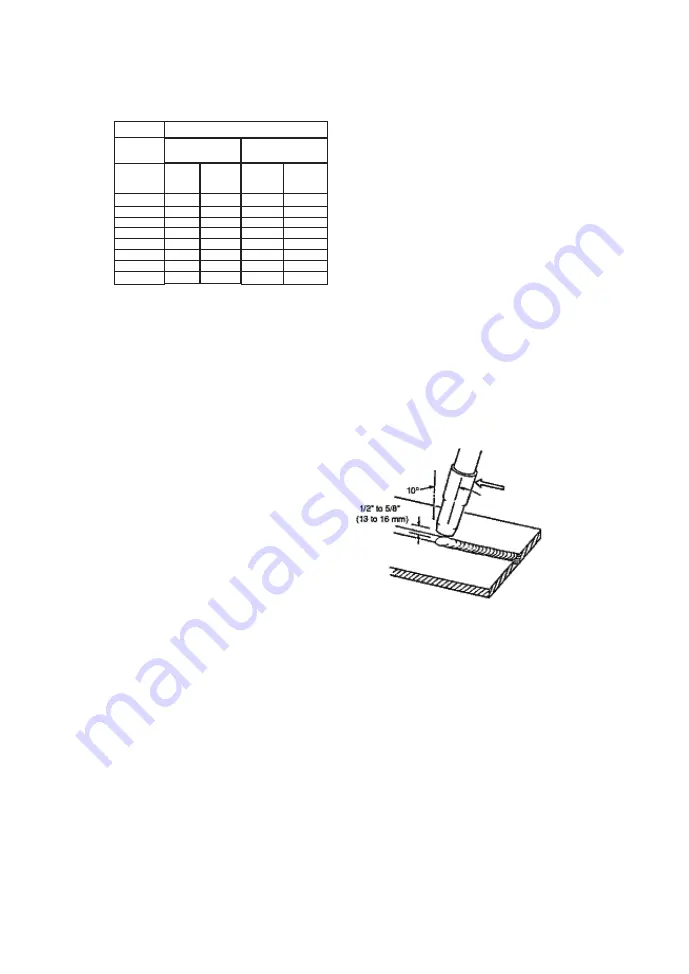
7. CTWD
(
Distance de la Pointe de
Contact au Travail
)
: Positionner le
p
is-
tolet de sorte
q
ue la
p
ointe de contact
se trouve de
f
açon nominale
à
3
/8 de
p
ouce du
j
oint et inclin
é
e avec un angle
de
p
ouss
é
e vers elle. Le
f
il en alumini-
um ne doit
p
as entrer en contact avec la
p
i
è
ce travaill
é
e.
(
Voir la Figure B.1
)
.
FIGURE B.1
8. Se
p
rot
é
ger les
y
eux et tirer sur la
g
â
chette
p
our commencer
à
souder.
9.
R
é
gler la vitesse de
p
arcours manuelle
du
p
istolet a
f
in d
ʼ
obtenir une soudure
a
pp
ro
p
ri
é
e. Le
f
il
é
mergeant doit rester
dans le
p
uddle
f
ondu et ne
p
as aller au-
del
à
. Cette vitesse ne doit
p
as non
p
lus
ê
tre tro
p
lente, au
q
uel cas soit la
p
i
è
ce
à
travailler
f
ondrait excessivement, soit
le cordon de soudure deviendrait
excessivement grand.
10.
R
el
â
cher la g
â
chette
p
our cesser de
souder.
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Vitesse
2,5
2,5
4,5
5
6
7
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
Vitesse
2
2
4
4,5
5
5,5
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
0,030
0,035
5356
MACHINE ProCore 125
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Vitesse
2,5
2,5
4,5
5
6
7
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
Vitesse
2
2
4
4,5
5
5,5
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
0,030
0,035
5356
MACHINE ProCore 125
Angle et
distance
de soudage
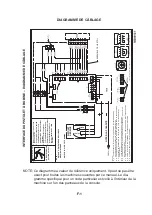
Содержание K2532-1
Страница 3: ......
Страница 4: ......
Страница 22: ...NOTES MAGNUM 100SG...
Страница 36: ...MAGNUM 100SG NOTES...
Страница 41: ......
Страница 58: ...NOTAS MAGNUM 100SG...
Страница 72: ...MAGNUM 100SG NOTES NOTAS...
Страница 75: ......
Страница 76: ......
Страница 94: ...NOTES MAGNUM 100SG...
Страница 108: ...MAGNUM 100SG NOTES MAGNUM 100SG NOTES...
Страница 109: ...NOTES NOTAS MAGNUM 100SG...
Страница 115: ...NOTES NOTAS MAGNUM 100SG...





















































