




















IK-12 NEXT
- 8 -
3. When cutting galvanized metal, wear a mask correctly and use a proper ventilator.
4. Container or the like that contains the substance that contains toxic substances Please do not cut.
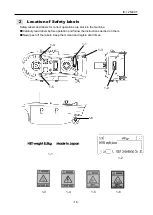
1.3.7
Explosion fire accident prevention
If you cut a container that is under pressure, it may explode. Please be careful.
1. Do not cut in an atmosphere containing explosive dust and steam.
2. Do not cut off pressurized cylinders or sealed containers.
1.3.8
Fire prevention
In plasma cutting, high temperature metal, sparks and slag are generated, which may cause fire and
burns. Please take the following preventive measure.
1. Please prepare fire extinguishers and things useful for extinguishing on the cutting site.
2. Please move the combustible material to a place at least 10 m away from the cutting place.
3. Always be sure to cool beforehand if you place a newly cut metal or heated metal near the
combustible material.
4. Do not cut containers containing flammable substances with plasma.
5. If you want to cut with plasma system, the flammable gases and vapors, please ventilation. Never
operate the plasma in an atmosphere containing high concentrations of dust, flammable gas,
flammable liquid vapor.
1.3.9
How to use safely
1. For the plasma system, safety interlock design is done. Never perform a bypass circuit,
short circuit, etc. on the safety interlock.
2. Driving with the cover removed involves other people in the accident.It also prevents the
proper cooling effect of the equipment.
3. Please do not use anything other than genuine parts for the torch. It leads to overheating
and other accidents.
WARNING
●
The plasma system uses compressed gas.
When using a compression device or a cylinder, please carry
out the correct safety operation.
Содержание IK-12 NEXT
Страница 50: ...IK 12 NEXT 46 10 Wiring diagram...
Страница 51: ...IK 12 NEXT 47 11 Assembly drawing of IK 12 NEXT 215mm 8 465inch 220mm 8 661inch 432mm 17 008inch...
Страница 52: ...IK 12 NEXT 48 012 Parts list 12 1 Main body and inside parts...
Страница 54: ...IK 12 NEXT 50 12 2 Outside parts...
Страница 56: ...IK 12 NEXT 52 12 3 Electrical parts 103...







































































