





















- 20 -
15
14
13
12
10
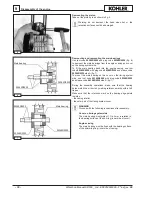
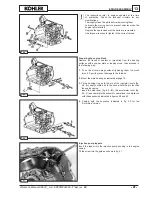
Checks and overhaul
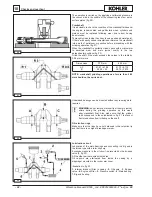
Grinding-in must always be carried out when new valves or
housings are mounted. Valve housings oversized on the outside
by 0.5 mm are available.
Thoroughly wash the valve and housing with petroleum or
gasoline to eliminate lapping paste residues or swarf.
Proceed in the following way to make sure that the valve and
seat are tight:
1.
Mount the valve on the head with cap string and cotters (see
fig. 8)
2.
Overturn the head and pour a few drops of diesel fuel or oil on
to the edge of the valve top
3.
Blow compressed air into the head duct. Plug the edges of the
duct itself to prevent air escaping.
If there are air leaks in the form of bubbles between the housing
and valve, demount the valve and grind-in again.
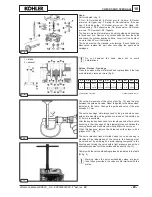
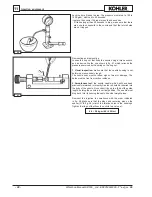
Valve springs
Check the length of the spring as indicated in fig. 13 to identify
any yielding.
Replace the springs if the values are different.
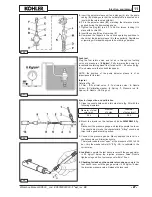
Rocker arms
Make sure that there are no evident signs of wear on the
contacting surfaces. Replace the parts if necessary.
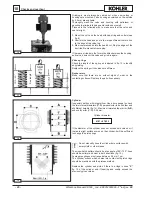
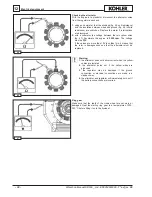
Cylinder
In special cast iron with integral liner. Use a bore gauge to check
the two internal diameters (
C-D
) perpendicular to each other and
at different heights (fig. 14). Maximum tolerated taper error (
A-B
)
and ovality error (C-D): 0.06 mm.
Cylinder diameter:
Ø 87 ÷ 87,020
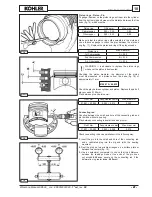
If the diameter of the cylinder does not exceed said values or if
there are slight surface scores on the cylinder, it will be sufficient
to change the piston rings.
Do not manually hone the cylinder bore surfaces with
emery cloth or other means.
The cross-hatch pattern should be at an angle of 90°÷120°; lines
should be uniform and clear in both directions (fig. 15).
Average roughness must range between 0.5 mm 1 μm.
The cylinder surface which comes into contact with piston rings
should be machined with the plateau method.
Replace the cylinder and piston if there is a ridge in zone "
X
"
fig. 15 of the cylinder and if tapering and ovality exceed the
previously given values.
Free
length
Workshop Manual KD500 _ cod. ED0053029390 -
1° ed
_rev.
00
Содержание KD 500
Страница 1: ...KD 500 WORKSHOP MANUAL...
Страница 6: ...6 Index Workshop Manual KD500 _ cod ED0053029390 1 ed_rev 00...







































































