





























50
1
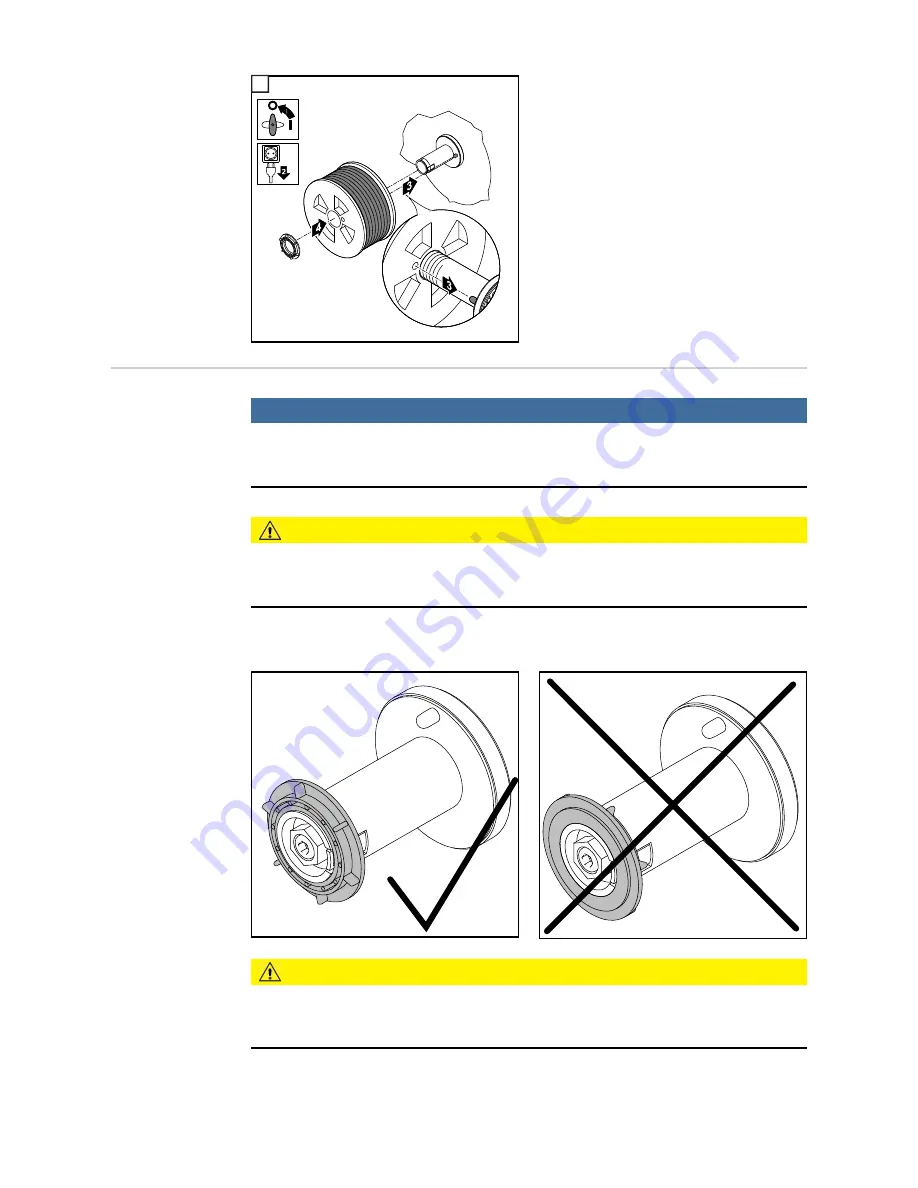
Inserting the bas-
ket-type spool
NOTE!
When working with basket-type spools, only use the basket-type spool adapter in-
cluded in the scope of supply.
CAUTION!
Risk of injury and material damage if the basket-type spool topples over because the
locking ring has been placed the wrong way round.
Always place the locking ring as shown in the diagram on the left.
CAUTION!
Risk of injury and material damage from falling basket-type spool.
Place the basket-type spool on the adapter provided in such a way that the bars on the
spool are inside the adapter guideways.
1
Содержание VR 5000 noSpool
Страница 2: ...2...
Страница 4: ...4...
Страница 19: ...General information...
Страница 20: ......
Страница 25: ...Control elements and connections...
Страница 26: ......
Страница 41: ...Installation and commissioning...
Страница 42: ......
Страница 44: ...44 The VR 5000 noSpool without an integrated wirespool holder may only be set up and op erated in closed areas...
Страница 51: ...51 EN 1 2 1 2...
Страница 54: ...54 1 Contact pressure standard values U groove roll ers Steel 4 5 CrNi 4 5 Tubular cored electrodes 2 3 1 1...
Страница 58: ...58...
Страница 59: ...Welding...
Страница 60: ......
Страница 76: ...76 Number 3 Number 4 Number 5...
Страница 77: ...Setup settings...
Страница 78: ......
Страница 92: ...92...
Страница 93: ...Troubleshooting and maintenance...
Страница 94: ......
Страница 105: ...Technical data and settings tables...
Страница 106: ......
Страница 123: ...Appendix...
Страница 125: ...125...
Страница 126: ...126 E Euro connection Connectors F Fronius connection FSC Fronius system connection TW Tweco connection...
Страница 127: ...127 8 8 8 8 5 5 5 Motor Plate Alu 4R s Connector Motor...
Страница 128: ...128...
Страница 129: ...129...
Страница 130: ...130...
Страница 131: ...131...































































