


























Functional characteristics
MIG/MAG welding
099-0M37XM-EW501
16.07.2018
19
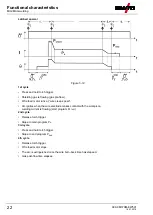
Tap torch trigger (briefly press and release)
Shielding gas is flowing
I
Welding power
Wire electrode is being fed
Wire creep
Wire burn-back
Gas pre-flow
Gas post-flow
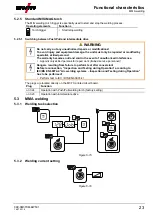
Non-latched
Latched
Special latched
t
Time
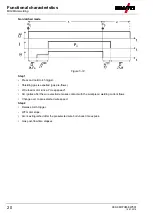
P
START
Start program
P
A
Main program
P
END
End program
5.2.4.2 Automatic cut-out
The welding machine ends the ignition process or the welding process with an
• ignition fault (no welding current flows within 5 s after the start signal)
• arc interruption (arc is intrerrupted for longer than 5 s)







































































