


























Functional characteristics
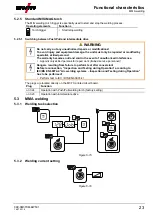
MIG/MAG welding
18
099-0M37XM-EW501
16.07.2018
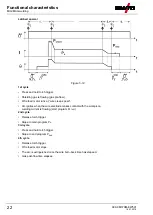
Display
Setting/selection
Correction of arc length in start program P
START
Slope time of start program P
START
to main program P
A
Slope time of main program P
A
to end program P
END
End-crater current
Setting range in percent: depending on main current
Setting range, absolute: Imin to Imax.
Correction of arc length in end program P
END
Burn-back time
> see 5.2.2.1 chapter
• ---------- Increase value > increase wire burn-back
• ---------- Decrease value > decrease wire burn-back
5.2.2.1 Burn-back
The wire burn-back parameter prevents the sticking of the wire electrode in the weld pool or at the contact
tip at the end of the welding process. The value is optimally preset for a variety of applications (but can be
adjusted if necessary). The adjustable value stands for the time until the power source switches off the
welding current after the welding process has been stopped.
Welding wire behaviour
Setting instructions
Wire electrode is sticking in the weld pool.
Increase value
Wire electrode is sticking on the contact tip or large ball
formation on the wire electrode
Reduce value
5.2.3
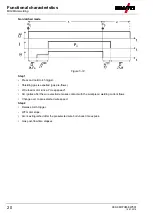
Program sequence
Certain materials require special functions for reliable and high-quality welding. In this case, the special
latched mode is used with the following programs:
• Start program P
START
(avoidance of cold welds at start of seam)
• Main program P
A
(continuous welding)
• End program P
END
)
(avoidance of end-craters by targeted heat reduction)
The programs contain parameters such as wire feed speed (operating point), correction of arc length,
slope times, program duration, etc.
Figure 5-11
5.2.4
Operating modes (functional sequences)
5.2.4.1 Explanation of signs and functions
Symbol
Meaning
Press torch trigger
Release torch trigger







































































