
























Functional characteristics
MIG/MAG welding
22
099-0M37XM-EW501
16.07.2018
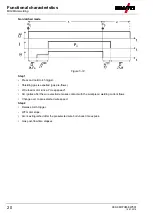
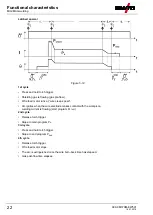
Latched special
Figure 5-14
1st cycle
• Press and hold torch trigger.
• Shielding gas is flowing (gas pre-flow).
• Wire feed motor runs at “wire creep speed”.
• Arc ignites when the wire electrode makes contact with the workpiece,
welding current is flowing (start program P
START
).
2nd cycle
• Release torch trigger.
• Slope to main program P
A
.
3rd cycle
• Press and hold torch trigger.
• Slope to end program P
END
.
4th cycle
• Release torch trigger.
• Wire feed motor stops.
• The arc is extinguished once the wire burn-back time has elapsed.
• Gas post-flow time elapses.







































































