





























Settings
EFORT INTELLIGENT EQUIPMENT CO.,LTD
113
Line 2: The robot moves in a P2P manner to "position 1", i.e., the initial position.
Line 4: Some initial preparation settings, including:
(1) Initialization of the tracking vision function (line 6), and
(2) Acquisition of the data of the axis group named "linearbelt" in the system (line 7),
and
(3) Associating the interrupt variable "intr" with the interrupt response subroutine
"skipmove" (line 8), and
(4) Set the trigger condition of "intr", i.e., when _errno_ ! = 0 (line 9), and
(5) Turn off the interrupt triggering (line 10).
(6) Clear all data in the trace queue (line 11)
Line 13: assignment of the built-in variable wobj_cvy_fixed (conveyor belt fixed
coordinate system).
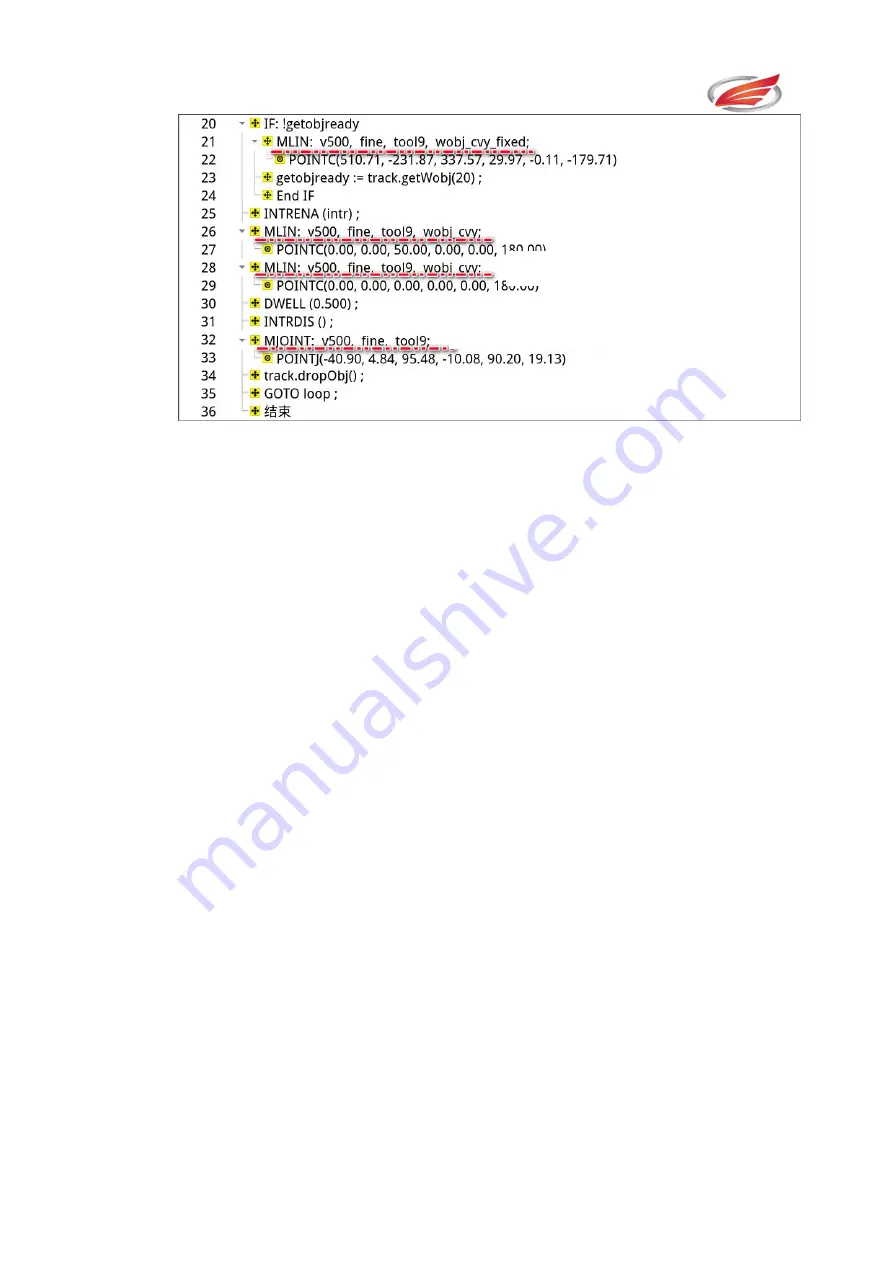
Line 23: the program will remain blocked on this line until the data of the tracking target
can be successfully acquired.
Line 25: opening of the interrupt trigger.
Line 26: Position 3, tracking workpiece point. The robot will move to a height of 50 mm
from the workpiece gripping point.
At the same time the attitude is adjusted to the tool vertical downwards, three values
after POINTC (0, 0, 180)
Line 28: Position 4, gripping workpiece point. The robot moves to the gripping position
of the workpiece, again with the tool vertical down attitude.
Line 30: Hold tracking for 0.5 seconds.
An IO open/close command can be added above this line of code to control the tool
suction/clamping of the workpiece.
Position 2: Robot waiting position
Position 3: Tracking workpiece points
Position 4: Grabbing workpiece points
Position 5: Workpiece placement point







































































