





























Chapter 7
Adjustment and initial operation
32708885 Geset 100
Version: 16.07.13
Page 36 of 77
GB
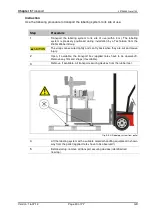
Positioning device and scales
Hazard from damages caused by improper use of interlocks.
Positioning equipment has interlocks (normally clamp levers) to
ensure a connection that is force-fit.
̶
Loosen all interlocks of the respective positioning device
be-
fore
each change of position!
̶
Tighten again the respective interlock
after
the change of po-
sition!
The labeling station is provided with different positioning devices, and its handling is
described in advance.
Screwings (without „grip“) or similar are mountings that may normally not have to be ad-
justed. The gimbal adjustment is described in a section below separately (s. from page
50).
Fig. 7-1: Examples for positioning device
No.
Description
1
CRANK
2
DIGITAL-COUNTER [mm], 1/10 [mm
3
CLAMP LEVER (INTERLOCK)
4
SPINDLE
5
SPINDLE SLIDE
6
SPINDLE
7
SCALE
8
CRANK WHEEL
9
CLAMP LEVER
10
CLAMPING PIECE
Summary of Contents for Geset 100
Page 2: ...Blank page ...







































































