




























– 35 –
2. Characteristics required for flux
• Activated temperature of flux coincides with the
brazing temperature.
• Due to a wide effective temperature range, flux is
hard to carbonize.
• It is easy to remove slag after brazing.
• The corrosive action to the treated metal and
brazing filler is minimum.
• It excels in coating performance and is harmless
to the human body.
As the flux works in a complicated manner as
described above, it is necessary to select an
adequate type of flux according to the type and
shape of treated metal, type of brazing filler and
brazing method, etc.
3. Types of flux
• Noncorrosive flux
Generally, it is a compound of borax and boric
acid.
It is effective in case where the brazing
temperature is higher than 800°C.
• Activated flux
Most of fluxes generally used for silver brazing
are this type.
It features an increased oxide film removing
capability due to the addition of compounds such
as potassium fluoride, potassium chloride and
sodium fluoride to the borax-boric acid
compound.
4. Piping materials for brazing and used
brazing filler/flux
Never use gas other than Nitrogen gas.
1) Do not enter flux into the refrigeration cycle.
2) When chlorine contained in the flux remains within
the pipe, the lubricating oil deteriorates.
Therefore, use a flux which does not contain
chlorine.
3) When adding water to the flux, use water which
does not contain chlorine (e.g. distilled water or
ion-exchange water).
4) Remove the flux after brazing.
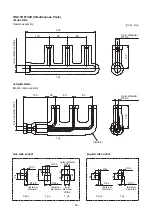
6-5-3. Brazing
As brazing work requires sophisticated techniques,
experiences based upon a theoretical knowledge, it
must be performed by a person qualified.
In order to prevent the oxide film from occurring in the
pipe interior during brazing, it is effective to proceed
with brazing while letting dry Nitrogen gas flow.
1. Brazing method to prevent oxidation
1) Attach a reducing valve and a flow-meter to the
Nitrogen gas cylinder.
2) Use a copper pipe to direct the piping material,
and attach a flow-meter to the cylinder.
3) Apply a seal onto the clearance between the
piping material and inserted copper pipe for
Nitrogen in order to prevent backflow of the
Nitrogen gas.
4) When the Nitrogen gas is flowing, be sure to
keep the piping end open.
5) Adjust the flow rate of Nitrogen gas so that it is
lower than 0.05 m³/Hr or 0.02 MPa (0.2kgf/cm²)
by means of the reducing valve.
6) After performing the steps above, keep the
Nitrogen gas flowing until the pipe cools down to
a certain extent (temperature at which pipes are
touchable with hands).
7) Remove the flux completely after brazing.
Nitrogen gas
cylinder
Pipe
Flow meter
M
Stop valve
From Nitrogen cylinder
Nitrogen
gas
Rubber plug
Fig. 6-5-1 Prevention of oxidation during brazing
Piping material
Copper - Copper
Copper - Iron
Iron - Iron
Used brazing filler
Phosphor copper
Silver
Silver
Used flux
Do not use
Paste flux
Vapor flux







































































