36
M0720-1 ver 3.4
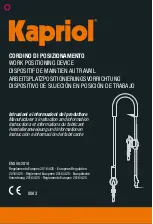
4.2.6 Cleaning and lubrication of tool attachment (every 6th month or
250,000 tool changes)
The f ollowing maintenance activities should be carried out on the tool attachment every 6th
month or af ter 250,000 tool changes, whichever comes f irst.
Action
Note
Clean locking cavities
Clean the cavities of the locking
balls.
NOTE!
It is important that this is done or
else there is a risk that the tool
attachment jams.
Clean and lubricate guide bushings
Wipe clean and apply small amount
of grease (Molykote BR2Plus) inside
the guide pin bushings.
Clean servo power pins
Wipe clean the servo power pins
with a lint f ree cloth!
Summary of Contents for M0720-1
Page 2: ...2 M0720 1 ver 3 4 ...
Page 63: ...M0720 1 ver 3 4 63 ...
Page 64: ...64 M0720 1 ver 3 4 ...