





























24
*.*** mm
Display readout
Factory default setting
0.250 mm
Settings range
0 to 1.000 mm
(in increments of 0.025 mm)
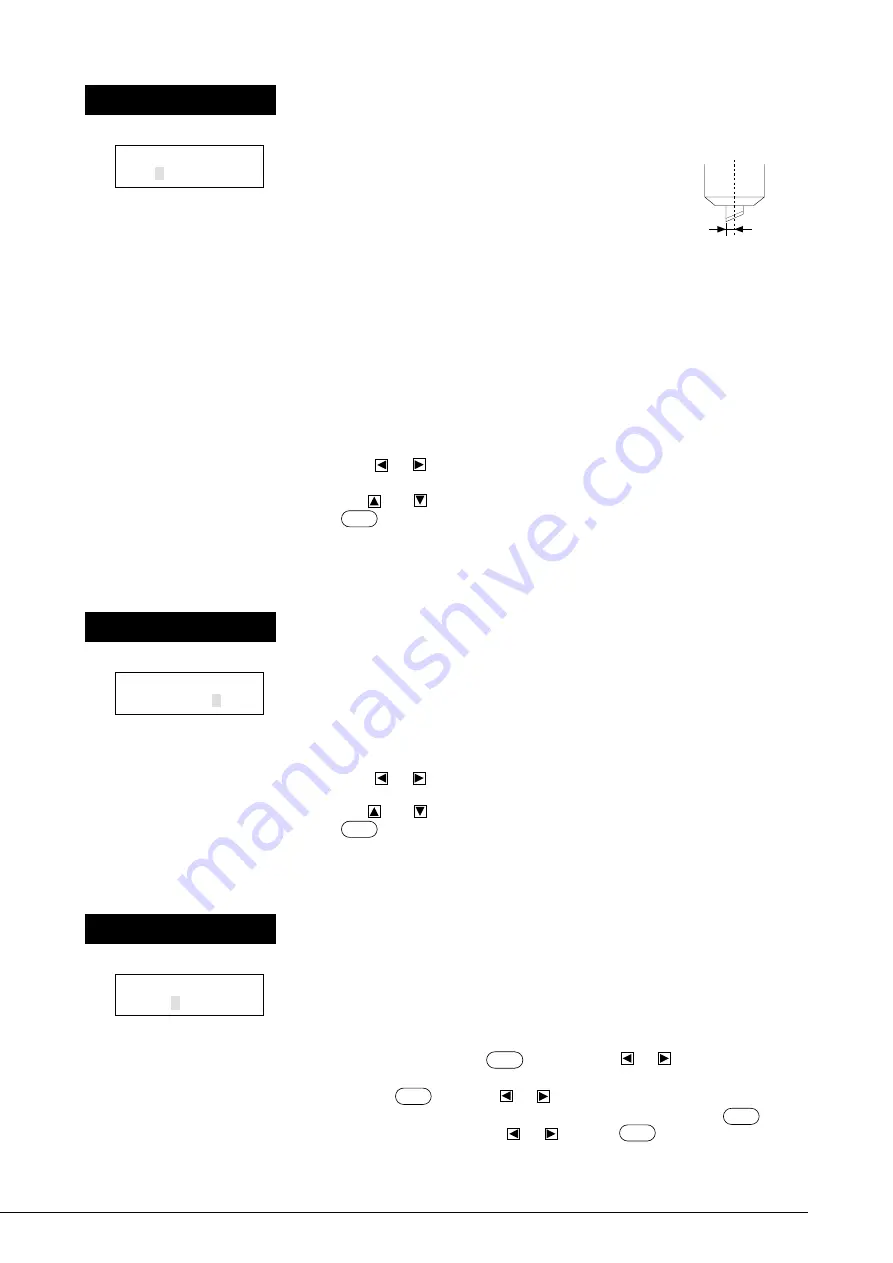
Explanation
This sets the amount of offset from the center to the
cutting tip of the blade. When cutting two lines that form a
corner, this offset rounds the angle of intersection,
resulting in a rounded corner.
When blade compensation has been set, the PNC-1850/
1200 performs this compensation automatically.
The setting must match the conditions of the loaded sheet and blade. Perform a
cutting test and make the appropriate settings.
It is sufficient if the setting made here is within an adjustment range of
±
0.05 mm
from the offset value for the cutter blade. (For example, if the cutter blade is
0.250 mm, the setting should be between 0.200 and 0.300.)
The offset for the cutter blade included with the unit is 0.250 mm.
* When a pen has been installed to perform plotting, there is no need to set blade
compensation, because the tip of the pen lies along the center axis. In this case,
the setting “0.000 mm” should be made.
Procedure
This setting is made at the top menu.
Press
or
to move the blinking cursor to “ *.*** mm” on the left side of
the lower line of the display.
Use
and
to change the value. Display the value for the setting and press
ENTER
to save it.
For more details, refer to “1-4-5 Cutting Test” on page 15.
Setting blade compensation
1 CUT 50cm/s
0.250mm 30gf
Offset
Center axis
** gf
Display readout
Factory default setting
30 gf
Settings range
30—500 gf
(in increments of 10 gf)
Explanation
This sets the amount of pressure or force of the blade during cutting. The setting
must match the conditions of the loaded sheet and blade. Perform a cutting test
and make the appropriate settings.
Procedure
This setting is made at the top menu.
Press
or
to move the blinking cursor to “ *.*** mm” on the right side of
the lower line of the display.
Use
and
to change the value. Display the value for the setting and press
ENTER
to save it.
For more details, refer to “1-4-5 Cutting Test” on page 15.
Setting blade force
1 CUT 50cm/s
0.250mm 30gf
SMOOTHING
Display readout
Factory default setting
ON
Available settings
ON / OFF
Explanation
If you want the curves of circles and arcs to be cut smoothly, set this to “ON.”
When on, however, small text or intricate designs may also be cut with rounded
corners. If this happens, change the setting to “OFF” and perform cutting again.
Procedure
At the top menu, press the
MENU
key once. Press
or
to move the
blinking cursor to “SUBMENU” on the right side of the lower line of the display,
and press
ENTER
. Next, use
or
to move the blinking cursor to
“SMOOTH” on the left side of the lower line of the display, and press
ENTER
again. Change the value with
or
and press
ENTER
to save the new setting.
Cutting smooth curves
SMOOTHING
OFF <ON>





















































