


























MAIN WING TIPS
.....
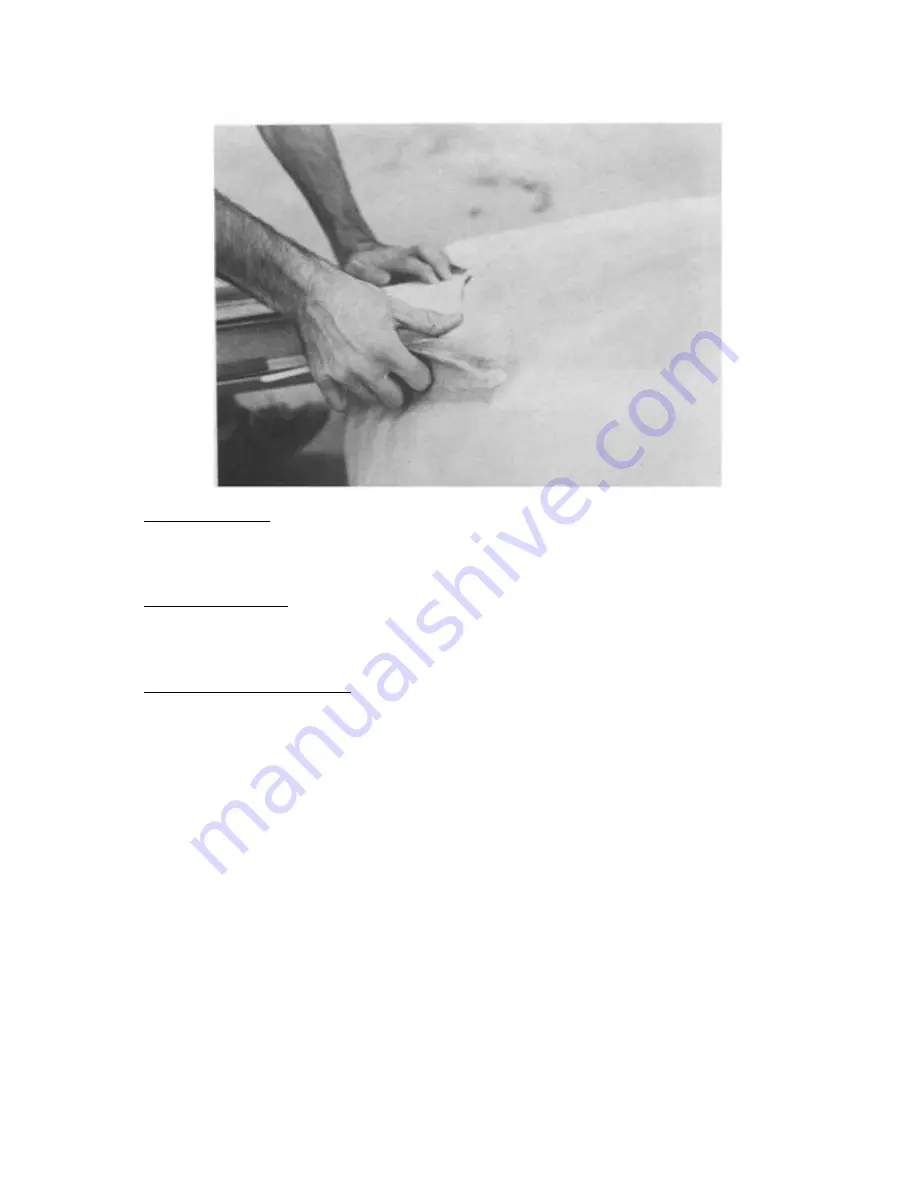
Now would also be a good time to carve wing tips on the main wing.
If you wish, you may add up to 3 inches of foam to the wing span to
facilitate a smooth looking wingtip. Keep it simple, however.
VERTICAL FIN TIP
.....
Ditto for the tip of the vertical fin.
VERTICAL FIN ATTACHMENT
.....
Previously, you mounted the vertical fin to the bottom of the
fuselage. Now is the time to permanently attach it to the fuselage and
create a pleasing fillet shape at the same time. Using pieces of foam,
fill the gap between the vertical fin and the aft fuselage. Carve the
foam down to a pleasing shape, as shown, and laminate 2 BID overlapping
onto the aft fuselage skin a minimum of 2 inches.
Summary of Contents for Q2 Lite
Page 10: ...Q2 Plans Appendix Page v Q2 Plans Chapter 1 Page 1 1...
Page 17: ...Q2 Plans Chapter 1 Page 1 3...
Page 18: ......
Page 25: ...CONTINUED ON NEXT PAGE PAGE 3 1 Q2 Plans Chapter 3 Page 3 02...
Page 29: ...CONTINUED ON NEXT PAGE...
Page 70: ...CONTINUED ON NEXT PAGE PAGE 3 15 Q2 Plans Chapter 3 Page 3 16...
Page 71: ......
Page 72: ......
Page 74: ...CONTINUED ON NEXT PAGE PAGE 3 16 Q2 Plans Chapter 3 Page 3 17...
Page 115: ...Q2 Plans Chapter 6 Page 6 02...
Page 123: ...END OF CHAPTER PAGE 7 2 Q2 Plans Chapter 8 Page 8 01...
Page 127: ...CONTINUED ON NEXT PAGE PAGE 8 2 Q2 Plans Chapter 8 Page 8 03...
Page 134: ...END OF CHAPTER PAGE 8 5...
Page 136: ...NOTE See Bottom and Top Main Wing Lamination Drawing for exact sizing of sparcaps A thru M...
Page 137: ...CONTINUED ON NEXT PAGE PAGE 9 1 Q2 Plans Chapter 9 Page 9 02...
Page 138: ...CONTINUED ON NEXT PAGE PAGE 9 2 Q2 Plans Chapter 9 Page 9 03...
Page 154: ...CONTINUED ON NEXT PAGE PAGE 9 8 Q2 Plans Chapter 9 Page 9 09...
Page 155: ......
Page 161: ...PAGE 10 2 Q2 Plans Chapter 10 Page 10 03 PAGE 10 3...
Page 167: ...PAGE 10 5...
Page 174: ......
Page 176: ...CONTINUED ON NEXT PAGE PAGE 10 9 Q2 Plans Chapter 10 Page 10 10...
Page 185: ...PAGE 11 2...
Page 187: ...CONTINUED ON NEXT PAGE PAGE 11 3...
Page 192: ...CONTINUED ON NEXT PAGE PAGE 11 5...
Page 196: ...PAGE 12 1...
Page 198: ......
Page 199: ......
Page 200: ...PAGE 12 2...
Page 206: ...PAGE 13 1 Q2 Plans Chapter 13 Page 13 02...
Page 209: ...PAGE 13 2 Q2 Plans Chapter 13 Page 13 03...
Page 211: ......
Page 212: ......
Page 213: ...PAGE 13 3...
Page 216: ...END OF CHAPTER PAGE 13 4...
Page 221: ...PAGE 14 2 Q2 Plans Chapter 14 Page 14 03...
Page 225: ......
Page 227: ...CONTINUED ON NEXT PAGE PAGE 14 4 Q2 Plans Chapter 14 Page 14 05...
Page 230: ...CONTINUED ON NEXT PAGE PAGE 14 5 Q2 Plans Chapter 14 Page 14 06...
Page 237: ......
Page 238: ...CONTINUED ON NEXT PAGE PAGE 14 8...
Page 240: ...PAGE 14 9...
Page 242: ......
Page 243: ...PAGE 14 10...
Page 246: ...PAGE 15 1 Q2 Plans Chapter 15 Page 15 02...
Page 249: ...END OF CHAPTER PAGE 15 2 Q2 Plans Chapter 16 Page 16 01 ENGINE INSTALLATION...
Page 254: ...PAGE 16 2 Q2 Plans Chapter 16 Page 16 03...
Page 257: ......
Page 258: ...PAGE 16 3 Q2 Plans Chapter 16 Page 16 04...
Page 263: ......
Page 264: ...PAGE 16 5 Q2 Plans Chapter 16 Page 16 06...
Page 266: ......
Page 272: ......
Page 273: ...PAGE 17 2...
Page 276: ...END OF CHAPTER PAGE 17 3...
Page 279: ...END OF CHAPTER PAGE 18 1...
Page 284: ......
Page 286: ......
Page 288: ......
Page 295: ...Congratulations on completing your very own Q2 PAGE 20 4...
Page 296: ...Q2 Plans Chapter 20 Page 20 05...
Page 297: ......
Page 299: ......





















































