















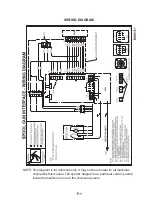













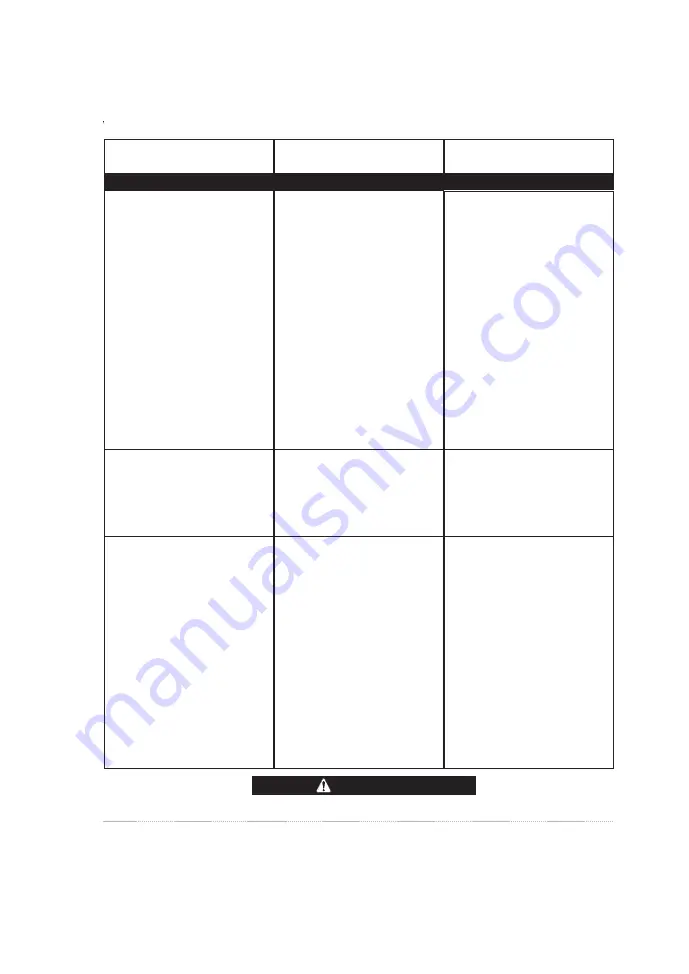
TROUBLESHOOTING
E-3
Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local
Lincoln Authorized Field Service Facility
for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
Intermittent wire feed when trigger is
pulled.
Frequent occurrence of contact tip burn-
back.
Poor weld bead appearance (porosity or
dull gray oxidized surface).
1. Wire is mechanically binding along its
feed path inside gun.
2. Drive roll has become loose on hub
and output shaft.
3. Drive roll has become galled with alu-
minum.
4. Wire has become kinked along its feed
path.
5. Idle roll assembly is installed back-
wards.
6. Liner assembly is shaving wire.
1. Improper welding parameters or tech-
nique. (Example: CTWD (Contact Tip
to Work Distance) is incorrect.
2. Wire may be feeding intermittently.
1. No gas flow.
2. Low gas flow.
3. Improper or contaminated shielding
gas.
4. Welding in a windy environment..
5. Improper electrode polarity.
6. Improper welding parameters or tech-
nique.
1. Check that wire is properly aligned
inside gun.
2. Check that drive roll is securely fas-
tened in place by SHCS (socket head
cap screw); replace hub and twist-lock
if worn.
3. Remove and then clean or replace
drive roll. (See Maintenance Section)
4. Manually pull wire slowly thru gun until
unkinked wire emerges.
5. Install properly. (See Maintenance
Section)
6. Check that wire is properly aligned at
liner inlet; realign gun tube with wire
drive. (See Correcting Wire Shaving
Issues Maintenance Section)
1.
See Operation Section for proper
Welding information.
2. See symptoms on intermittent or slug-
gish wire feed.
1. See symptom "Low or no gas flow"
2. See symptom "Low or no gas flow"
3. Check that the gas supply s labeling
reads 100% argon. Temporarily use
alternate, known gas supply and check
for appearance improvement.
4. Erect a wind shield or move to a non-
windy location before welding.
5. Reconnect machine s welding output
to electrode positive polarity.
6. See Operation Section for information.
Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local
Lincoln Authorized Field Service Facility
for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
Intermittent wire feed when trigger is
pulled.
Frequent occurrence of contact tip burn-
back.
Poor weld bead appearance (porosity or
dull gray oxidized surface).
1. Wire is mechanically binding along its
feed path inside gun.
2. Drive roll has become loose on hub
and output shaft.
3. Drive roll has become galled with alu-
minum.
4. Wire has become kinked along its feed
path.
5. Idle roll assembly is installed back-
wards.
6. Liner assembly is shaving wire.
1. Improper welding parameters or tech-
nique. (Example: CTWD (Contact Tip
to Work Distance) is incorrect.
2. Wire may be feeding intermittently.
1. No gas flow.
2. Low gas flow.
3. Improper or contaminated shielding
gas.
4. Welding in a windy environment..
5. Improper electrode polarity.
6. Improper welding parameters or tech-
nique.
1. Check that wire is properly aligned
inside gun.
2. Check that drive roll is securely fas-
tened in place by SHCS (socket head
cap screw); replace hub and twist-lock
if worn.
3. Remove and then clean or replace
drive roll. (See Maintenance Section)
4. Manually pull wire slowly thru gun until
unkinked wire emerges.
5. Install properly. (See Maintenance
Section)
6. Check that wire is properly aligned at
liner inlet; realign gun tube with wire
drive. (See Correcting Wire Shaving
Issues Maintenance Section)
1. See Operation Section for proper
Welding information.
2. See symptoms on intermittent or slug-
gish wire feed.
1. See symptom "Low or no gas flow"
2. See symptom "Low or no gas flow"
3. Check that the gas supply s labeling
reads 100% argon. Temporarily use
alternate, known gas supply and check
for appearance improvement.
4. Erect a wind shield or move to a non-
windy location before welding.
5. Reconnect machine s welding output
to electrode positive polarity.
6. See Operation Section for information.
Summary of Contents for K2532-1
Page 3: ......
Page 4: ......
Page 22: ...NOTES MAGNUM 100SG...
Page 36: ...MAGNUM 100SG NOTES...
Page 41: ......
Page 58: ...NOTAS MAGNUM 100SG...
Page 72: ...MAGNUM 100SG NOTES NOTAS...
Page 75: ......
Page 76: ......
Page 94: ...NOTES MAGNUM 100SG...
Page 108: ...MAGNUM 100SG NOTES MAGNUM 100SG NOTES...
Page 109: ...NOTES NOTAS MAGNUM 100SG...
Page 115: ...NOTES NOTAS MAGNUM 100SG...







































































