






















50
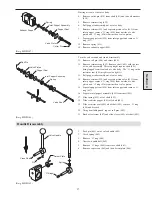
4.
Place a thrust washer (either 52,55,or 64) on top of this
followed by the other cardboard square.
5.
Pinching both cardboard squares, flip assembly over. Finish
inserting the remaining needle bearings.
6.
Place another thrust washer on top of assembly. Carefully slide
assembly off the cardboard, pinching the thrust washers as they
come free. Slide this assembly right into the intermediate
carrier (47).
(Dwg. MHP1161)
7.
Align the bores and push out the pin tool using the
intermediate planet pin (46). Measure the side clearance and
adjust the thrust washers (52, 55, or 64) to provide 0.005 -
0.032 inches (0.13 - 0.81 mm). Spin gears, gears should rotate
freely.
(Dwg. MHP1169)
8.
Measure the distance that roll pin (50) must be tapped into
carrier so that the roll pin is half in the carrier and half in the
pin, and mark the punch.
(Dwg. MHP1165)
9.
Tap roll pin (50) into intermediate carrier (47) to the mark on
the punch.
(Dwg. MHP1166)
Output Carrier Assembly
Cut two pieces of cardboard 3 inches (76 mm) square.
Make an output planet pin tool as follows:
a. Cut an old pin to the same width as the gear, or
b. Make a pin that is the same diameter as output planet pin
(35) and as long as the gear is wide.
Section 5
Punch
Summary of Contents for FA5A
Page 10: ...10 DISC BRAKE PARTS DRAWING Dwg MHP0667 Dwg MHP0630 One Way Clutch Detail Section 1...
Page 19: ...19 Section 2 SERVICE NOTES...
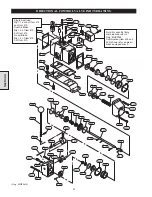
Page 54: ...54 REDUCTION GEAR ASSEMBLY PARTS DRAWING Dwg MHP1221 Section 5...
Page 57: ...57 SERVICE NOTES...
Page 58: ...58 SERVICE NOTES...
Page 59: ...59 SERVICE NOTES...







































































