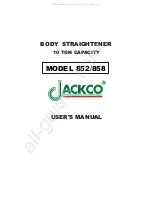
11 - COLLETS
SIR-52-P/F
EN
11 - Pag. 13 / 34
øA
øF
Ø8 G6
øF
Ø11 G6
øF
Ø11 G6
øF
Ø11 G6
mm inches
øD 12
øD 15
øD 16
øD 18
9.3
602P12093 602P15093
602P18093
9.4
602P12094 602P15094
602P18094
9.5
602P12095 602P15095
602P18095
9.6 3/8”
602P12096 602P15096
602P18096
9.7
602P12097 602P15097
602P18097
9.8
602P12098 602P15098
602P18098
9.9
602P12099 602P15099
602P18099
10 25/64”
602P12100 602P15100
602P18100
10.1
602P15101
602P18101
10.2
602P15102
602P18102
10.3
602P15103
602P18103
10.4 13/32”
602P15104
602P18104
10.5
602P15105
602P18105
10.6
602P15106
602P18106
10.7
602P15107
602P18107
10.8 27/64”
602P15108
602P18108
10.9
602P15109
602P18109
11
602P15110
602P16110
602P18110
11.1
602P18111
11.2
602P18112
11.25 7/16”
602P15112
602P16112
11.3
602P18113
11.4
602P18114
11.5 29/64”
602P15115
602P16115
602P18115
11.6
602P18116
11.7
602P18117
11.75
602P15117
602P16117
11.8
602P18118
11.9
602P18119
12 15/32”
602P15120
602P16120
12.25
602P15122
602P16122
12.5 31/64”
602P15125
602P16125
602P18125
12.75 1/2"
602P15127
602P16127
602P18127
13
602P15130 602P16130
602P18130
13.25 33/64”
602P16132
602P18132
13.5 17/32”
602P16135
602P18135
13.75
602P16137
602P18137
Summary of Contents for SIR 52 F
Page 4: ......
Page 20: ...EN 2 TECHNICAL INFORMATION SIR 52 P F 2 Pag 12 16 2 6 TECHNICAL INFORMATION ...
Page 50: ...EN 4 HANDLING AND INSTALLATION SIR 52 P F 4 Pag 22 22 ...
Page 126: ...EN 8 TROUBLES CAUSES CURES SIR 52 P F 8 Pag 6 6 ...
Page 130: ...EN 9 PART REPLACEMENT SIR 52 P F 9 Pag 4 4 ...
Page 136: ...EN 10 GUIDE CHANNELS BAR PUSHER REVOLVING TIPS SIR 52 P F 10 Pag 6 6 ...
Page 147: ...11 COLLETS SIR 52 P F EN 11 Pag 11 34 ...
Page 165: ...11 COLLETS SIR 52 P F EN 11 Pag 29 34 ...
Page 174: ...EN 12 LIST OF AFTER SALES CENTERS SIR 52 P F 12 Pag 4 4 ...