





























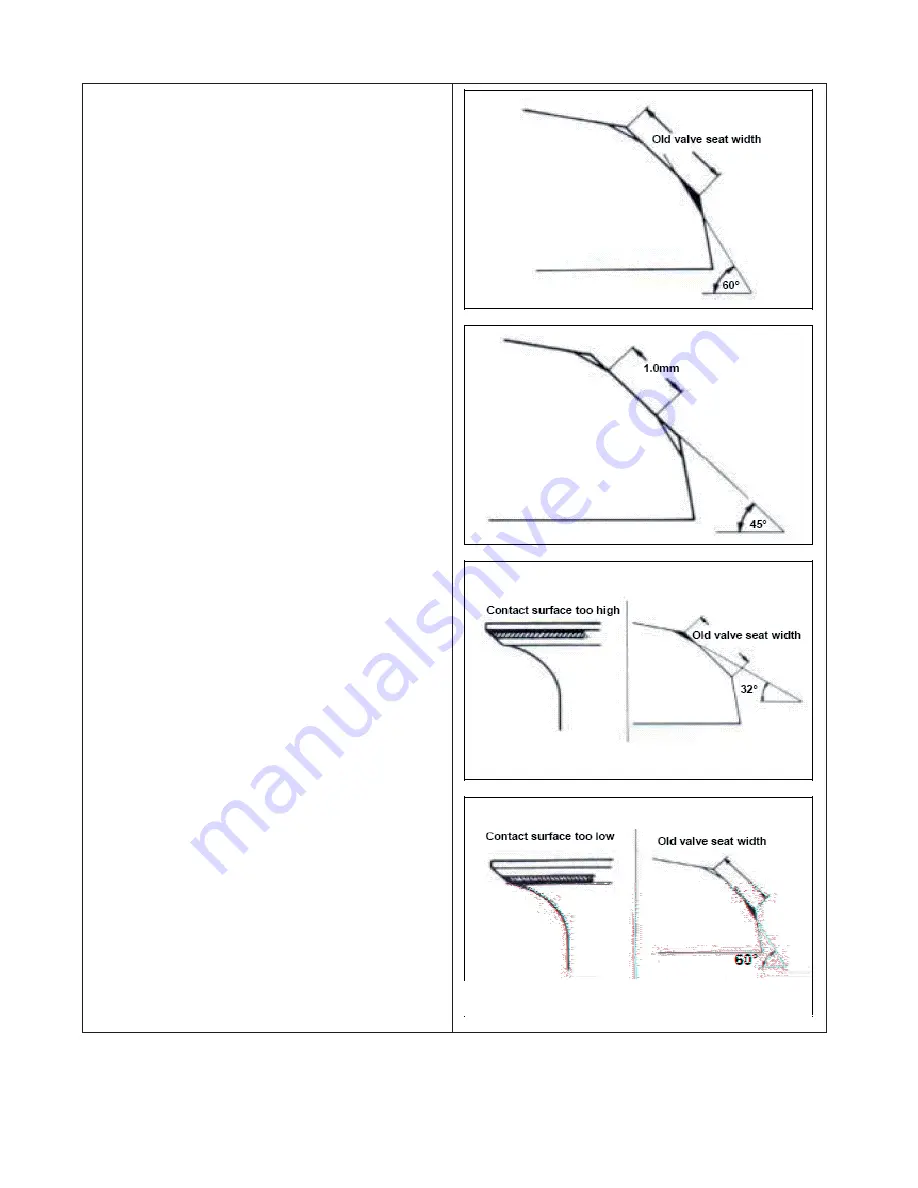
Use 60° cutter to cut a quarter lower parts out.
Remove the cutter and check new valve seat.
Use 45° cutter to grind the valve seat to
specified width.
Caution
Make sure that all roughness and uneven
faces had been ground.
Grind valve seat again if necessary.
Coat the valve seat surface with red paint.
Install the valve through valve guide until the
valve contacting with valve seat, slightly press
down the valve but do not rotate it so that a seal
track will be created on contact surface.
Caution
The contact surfaces of valve and valve seat
are very important to the valve sealing
capacity.
If the contact surface too high, grind the valve
seat with 32° cutter. Then, grind the valve seat
to specified width. If the contact surface too
low, grind the valve seat with 60° cutter. Then,
grind the valve seat to specified width.
Summary of Contents for Patriot 430
Page 1: ...SERVICE MANUAL PATRIOT 430...
Page 4: ...3 SERIAL NUMBER Frame number Engine number Home page Contents...
Page 24: ...23...
Page 25: ...24...
Page 26: ...25...
Page 27: ...26...
Page 28: ...27 7 Lubrication Points...
Page 71: ...70 Muffler mounting bolt 12 N m Tighten the muffler bolts specified torque 29 N m...
Page 139: ...L CASE R CASE...
Page 148: ...Apply Loctite 510 Flange sealant to the mating surface of the left crankcase L CASE R CASE...
Page 161: ......
Page 162: ......
Page 235: ...1 Electrical Diagram 18 1...







































































