





























4 MIG/MAG WELDING
0460 896 274
- 24 -
© ESAB AB 2013
Synergy
Each combination of wire type, wire diameter and gas mixture requires a unique relationship
between wire feed speed and voltage (arc length) to obtain a stable, functioning arc. The
voltage (arc length) automatically “conforms” to the pre-programmed synergic line you
selected, which makes it much easier to find the correct welding parameters quickly. The
link between wire feed speed and other parameters is known as the synergic line.
For wire and gas combinations, see the "WIRE AND GAS DIMENSIONS" appendix at the
end of this manual.
It is possible to order different packages of synergic lines, although these must be installed
by an authorised ESAB service engineer.
For the creation of own synergic lines, see the "User defined synergic data" section.
Activation of the synergy takes place in the weld data setting menu.
Phase
In this function, the choice is made between primary and secondary.
High data is set in primary and low data is set in secondary.
The settings are used to determine whether primary or secondary data should be available
for editing. It also determines which data are affected in measuring and remote modes. The
wire feed speed shown in the measure screen shows the speed in the selected phase.
However, the voltage, current and weld output are based on the measurement under both
phases.
You can choose different synergy in the primary and secondary phases.
Primary or secondary phase is set in MIG/MAG SET when Superpulse is selected and
synergy is switched off.
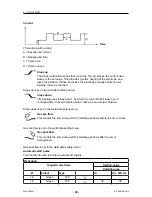
Gas pre-flow
This controls the time during which shielding gas flows before the arc is struck.
Gas pre-flow is set in the weld data setting menu → start data.
Creep start
Creep starting feeds out the wire at 50% of the set speed until it makes
electrical contact with the workpiece.
With hot start it is 50% of the hot start time.
Creep start is set in the weld data setting menu → start data.
Soft start
Soft start means that when the welding wire short circuits against the workpiece, the wire
feed stops. The feed unit begins to reverse the welding wire until the circuit with the
workpiece is interrupted and the arc lights. The feed unit then starts to feed the welding wire
in the correct direction and a welding start is performed.
Soft start is set in the weld data setting menu → start data.
Applies to welding with feed units that support reversed wire feed.
Summary of Contents for Aristo U82
Page 1: ...Aristo Instruction manual 0460 896 274 GB 20130902 Valid from program version 1 15A U82 ...
Page 80: ...MENU STRUCTURE 0460 896 274 80 ESAB AB 2013 MENU STRUCTURE ...
Page 81: ...MENU STRUCTURE 0460 896 274 81 ESAB AB 2013 ...
Page 82: ...MENU STRUCTURE 0460 896 274 82 ESAB AB 2013 ...
Page 83: ...MENU STRUCTURE 0460 896 274 83 ESAB AB 2013 ...
Page 84: ...MENU STRUCTURE 0460 896 274 84 ESAB AB 2013 ...







































































