




























4 MIG/MAG WELDING
0460 896 274
- 31 -
© ESAB AB 2013
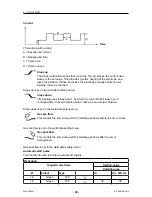
Weld example B
In this example we will weld a
6 mm plate
with
1.2 mm aluminium wire
and
argon
shielding gas
.
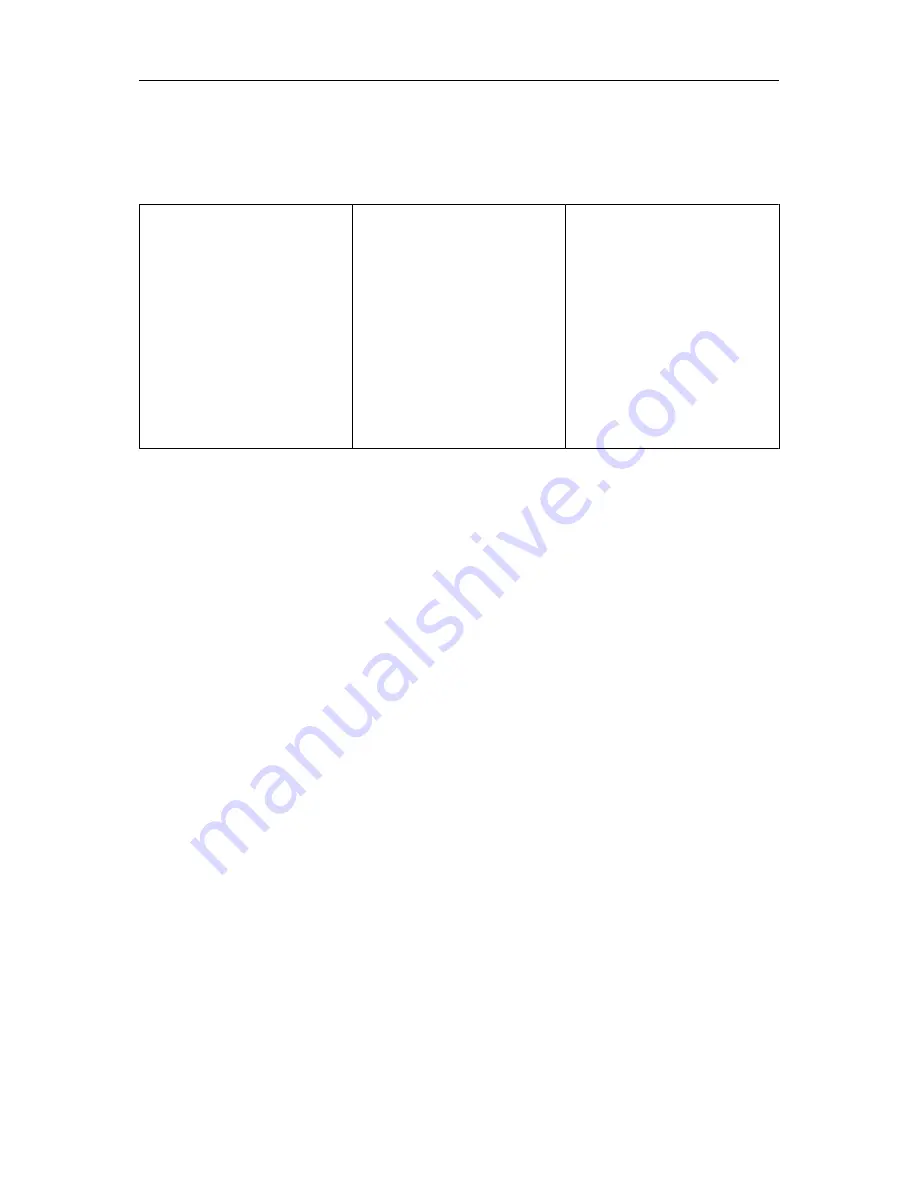
Make the following settings using the control panel:
Process
Phase
Method
Wire type
Shielding gas
Wire diameter
Voltage
Wire feed speed
Phase time
Superpulse
Primary
Pulsing
ER5356
Ar
1.2 mm
(+1.0 V)
12.5 m/min
0.15 s
Superpulse
Secondary
Pulsing
ER5356
Ar
1.2 mm
(+2.0 V)
9.0 m/min
0.15 s
Primary and secondary phase time are 0.15 s + 0.15 s
= 0.3 s
.
The difference in wire feed speed is 12.5 m/min - 9.0 m/min
= 3.5 m/min
.
Summary of Contents for Aristo U82
Page 1: ...Aristo Instruction manual 0460 896 274 GB 20130902 Valid from program version 1 15A U82 ...
Page 80: ...MENU STRUCTURE 0460 896 274 80 ESAB AB 2013 MENU STRUCTURE ...
Page 81: ...MENU STRUCTURE 0460 896 274 81 ESAB AB 2013 ...
Page 82: ...MENU STRUCTURE 0460 896 274 82 ESAB AB 2013 ...
Page 83: ...MENU STRUCTURE 0460 896 274 83 ESAB AB 2013 ...
Page 84: ...MENU STRUCTURE 0460 896 274 84 ESAB AB 2013 ...







































































