




























6 TIG WELDING
0460 896 274
- 38 -
© ESAB AB 2013
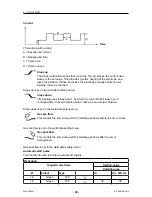
Current
Time
TIG welding with pulsing.
A = Background current
B = Background time
C = Pulse time
D = Pulse current
Slope up
The slope up function means that, when the TIG arc strikes, the current rises
slowly to the set value. This provides `gentler' heating of the electrode, and
gives the welder a chance to position the electrode properly before the set
welding current is reached.
Slope up is set in the weld data setting menu.
Slope down
TIG welding uses “slope down”, by which the current falls 'slowly' over a
controlled time, to avoid craters and/or cracks, when a weld is finished.
Slope down is set in the weld data setting menu.
Gas pre-flow
This controls the time during which shielding gas flows before the arc is struck.
Gas pre-flow is set in the weld data setting menu.
Gas post-flow
This controls the time during which shielding gas flows after the arc is
extinguished.
Gas post-flow is set in the weld data setting menu.
Automatic start pulse
This function is used to achieve a stable arc rapidly.
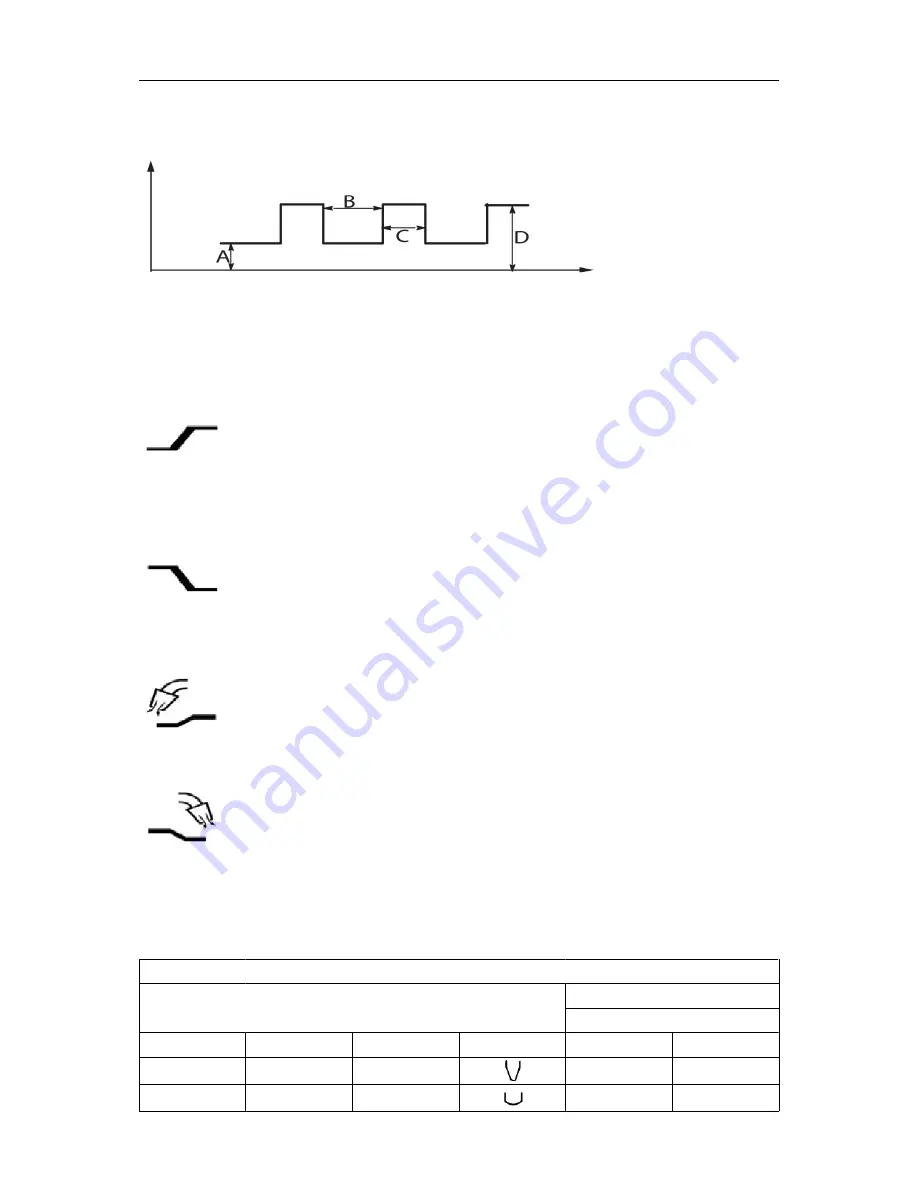
Preheating
Tungsten electrode
Setting value
Shielding gas
Ø
Colour
Type
Ar
Ar + 30% He
1.6
Green
WP
-
-
1.6
Green
WP
30
35
Summary of Contents for Aristo U82
Page 1: ...Aristo Instruction manual 0460 896 274 GB 20130902 Valid from program version 1 15A U82 ...
Page 80: ...MENU STRUCTURE 0460 896 274 80 ESAB AB 2013 MENU STRUCTURE ...
Page 81: ...MENU STRUCTURE 0460 896 274 81 ESAB AB 2013 ...
Page 82: ...MENU STRUCTURE 0460 896 274 82 ESAB AB 2013 ...
Page 83: ...MENU STRUCTURE 0460 896 274 83 ESAB AB 2013 ...
Page 84: ...MENU STRUCTURE 0460 896 274 84 ESAB AB 2013 ...







































































