


















X
Y
INC
R FUNC
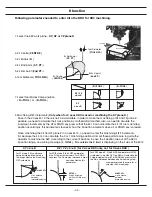
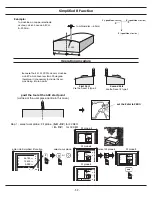
Auto R in XZ plane
Z
X
R
0.000
0.000
0.00
0
0.000
- 49 -
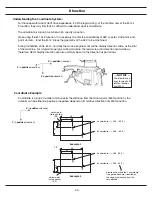
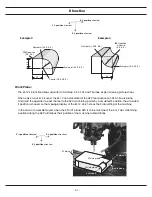
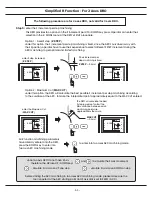
During the XZ and YZ plane R machining, it is necessary to accurately posit the Z axis to obtain a precise Z
position. However, there is no Z axis in two axis DRO. Therefore in order to guide the operator easily posit the
Z axis during the ARC machining. DRO use the unused axis display to display the Z dial turn number and Z dial
reading to guide the operator to posit the Z axis.
At the beginning of the ARC machining, the DRO will start and assume the Z axis dial at zero position with the
tool posited at the starting point of the ARC, then press UP or DOWN key once to simulate Z axis move up or
down the Z axis for one step, the corresponding Z dial turn number and Z dial reading will display on the
unused axis. Operator just need to move the Z axis according to the dial reading display on this axis, then
the correct Z axis height is reached.
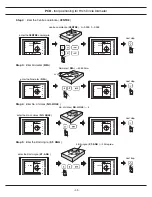
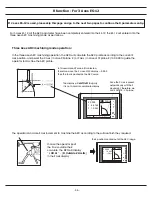
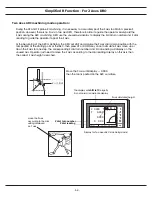
Two Axes ARC machining mode operation :
R function - For 2 Axes ES-12
Move the X axis until display = 0.000
then the tool is posited on the ARC curvature
The display will
shift left
to signify
it is not normal coordinate display
Z axis simulated height
move the Z axis
according to the dial
setting displayed
on Y axis
Z dial turn number
Z dial reading
Display for 'Two axes ARC machining mode"
Summary of Contents for ES-12
Page 8: ...1 Basic Fucntions Basic Functions BASIC...
Page 15: ...8 Built in Calculator Calculator...
Page 27: ...20 REF datum memory...
Page 31: ...24 LHOLE tool positioning for the Line Holes...
Page 35: ...28 INCL Inclined angle tool positioning...
Page 40: ...33 PCD tool positioning for Pitch Circle Diameter...
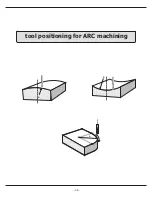
Page 45: ...R R R 38 tool positioning for ARC machining...
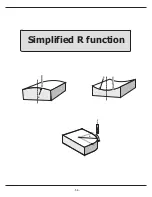
Page 63: ...R R R 56 Simplified R function...
Page 73: ...66 Shrinkage Calculation L L X 1 005...
Page 91: ...Parameter Setup B 1 SET UP...