















52
52
shape
Insufficient or incorrect
lubricating
coolant.
Teeth positioned in the
direction
opposite the cutting
direction.
one. Adjust blade guide pads.
Check level of liquid in the tank.
Increase the flow of lubricating coolant
checking that the hole and the liquid
outlet pipe are not blocked. Check the
emulsion percentage.
Turn teeth to correct direction. (The
blade needs to be turned inside out.)
PREMATURE BLADE
WEAR
Faulty running-in of blade
Teeth positioned in the
direction opposite the
cutting direction
Poor quality blade
Too fast advance
Wrong cutting speed
Defects on the material
or material too hard
Insufficient or incorrect
lubricating coolant.
Use slow speeds when making first
few cuts. Generously spray the cutting
area with lubricating coolant.
Turn teeth to correct direction. (The
Blade needs to be turned inside out.)
Use a superior quality blade.
Decrease advance, exerting less
cutting pressure. Adjust the braking
device.
Change speed and/or type of blade.
Material surfaces can be oxidized or
covered with impurities making them
harder that the blade itself. Avoid
cutting these materials and remove
any such impurities as quickly as
possible.
Check level of liquid in the tank.
Increase the flow of lubricating coolant
checking that the hole and the liquid
outlet pipe are not blocked. Check the
emulsion percentage.
BLADE BREAKAGE
Faulty welding of blade
The meeting surfaces must perfectly
match and once they are welded, they
must have no inclusions or bubbles;
the welded blade must be perfectly
Summary of Contents for BS-350SA
Page 17: ...14 14 OVERALL DIMENSIONS...
Page 18: ...15 15 GETTING TO KNOW YOUR MACHINE I H G F E D C B A T P O Q S M N U L R V J K T...
Page 36: ...33 33...
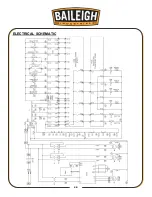
Page 49: ...46 46 ELECTRICAL SCHEMATIC...
Page 58: ...55 55 NOTES...
Page 59: ...56 56 NOTES...







































































