





Before making the jaws and installing the vise, you will
need to consider the following:
• Which end of the workbench: generally, a right-
handed woodworker will install the front vise on
the left-hand end of the workbench (as shown in
the diagrams in these instructions). This keeps the
mechanism out of the way when planing long boards
clamped against the front of the workbench (i.e.,
when jointing an edge). A left-handed user would
usually want the front vise on the right-hand end of
the workbench.
• Size of the front jaws: the mechanism of the vise has
been designed around a nominal jaw width of 18
1
/
2
"
.
Wider is possible if required; however, a jaw wider
than 24
"
will begin to put higher-than-anticipated
side loads on the vise.
• Dog holes: the front jaw should be thick enough to
allow for dog holes so that the vise can be used to
clamp parts to the top of the workbench. Ideally,
these holes should align to the dog-hole matrix in the
workbench top. The holes also need to be located so
that they do not interfere with holes for the various
rods and screws the mechanism will require (see
Figure 4
).
• Jaw thickness: this vise was designed around a 1
3
/
4
"
thick front jaw and a 2
"
thick apron. A 1
3
/
4
"
thick
front jaw in a suitable hardwood will give sufficient
strength and can easily accommodate
3
/
4
"
diameter
dog holes.
• Relative mechanism position: generally, it is desirable to
offset the mechanism in the jaw to give a larger clear space
on one side of the mechanism for through clamping.
Depending on the overall workbench design, there may be
other critical elements to consider. Judicious planning will
go a long way towards making the installation go smoothly.
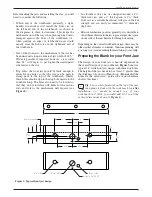
Preparing the Blank for your Front Jaw
The design of your front jaw is heavily dependent on
the overall design of your workbench.
Figure 3
shows a
typical 18
"
wide front jaw design with three dog holes.
The height of the jaw needs to be at least 3
"
greater than
the thickness of your workbench top. (
Do not
drill the
holes for the main screw, guide rods or quick-release
shaft at this time.)
...
Tip:
Leave a bit of material on the top of the jaw,
then plane it fl ush with the workbench top
after
installation;
1
/
32
" should be enough (e.g., if your
workbench is 2" thick, you would add 2
1
/
32
" to all the
vertical dimensions shown in
Figure 3
).
Figure 3: Typical front jaw design.
3
Veritas
®
Quick-Release Front Vise
Bench Thickness
3
/
4
"
7
/
8
"
5
"
5
"
1
1
/
8
"
4
1
/
4
"
2
1
/
2
"
Ø 1
1
/
2
"
THRU
Ø
3
/
4
"
THRU
Ø
7
/
32
"
× 1
1
/
4
"
DEEP
Ø 1
"
THRU
1
13
/
16
"
1
11
/
16
"
4
1
/
4
"
18
"







































































