
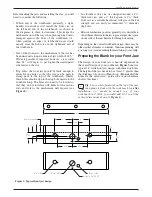





Four mounting holes are required to attach the vise
mechanism to the underside of the workbench top.
Figure 8
shows the dimensional locations for the mounting holes
relative to the center line of the main screw, or you can
use the
Mounting Hole Template
(included).
Note:
Do not
use the base casting to transfer the hole
locations; these holes are too large to provide an
accurate transfer.
Figure 8: Mounting hole locations.
The two front holes require
5
/
8
"
diameter by
1
/
4
"
deep
counterbores. The four mounting screws require
5
/
16
"
diameter by 1
1
/
2
"
deep pilot holes, if the workbench
is hardwood (
9
/
32
"
diameter by 1
1
/
2
"
deep pilot holes
in softwood).
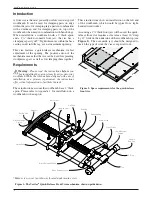
Place the vise mechanism on the underside of the
workbench with the assorted rods and screws through
the appropriate holes in the apron and front jaw. Center
the rods in their holes as accurately as possible.
Figure 9: Positioning the vise mechanism on the
underside of the workbench top.
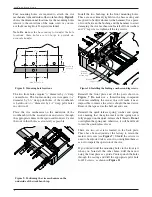
Install the two bushings in the front mounting holes.
These are an extremely tight fi t in the base casting and
may need to be driven home with a hammer. Use a piece
of wood between the bushing and the hammer to avoid
damaging the vise mechanism. Install all four washers
and
3
/
8
"
lag screws; tighten all the lag screws.
Figure 10: Installing the bushings, washers and lag screws.
Reinstall the front plate and all the parts shown in
Figure 7
.
Do not
use a thread-locking compound
when reassembling the vise as this will make it near-
impossible to remove the screws should the need arise.
Remove the tape across the half nut and cam.
Reinstall the quick-release spring, washer and spring
nut, ensuring that the nylon insert in the spring nut is
fully engaged on the quick-release shaft threads.
Do not
overtighten the spring nut; otherwise, it will be diffi cult
to turn the quick-release lever.
There are two set screws located in the back plate.
These have been adjusted at the factory to retain the
main screw cover (see
Figure 7
). Should the set screws
need to be adjusted, take care not to overtighten them so
as not to impair the operation of the vise.
If you did not drill the mounting holes in the front jaw
when you bored all the other holes, drill them now
using the front plate as a guide. Center-punch the holes
through the casting and drill the appropriate pilot hole
for #14 screws, as shown in
Figure 11
.
15
/
16
"
8
3
/
16
"
4
3
/
32
"
4
3
/
32
"
3
9
/
16
"
Main Screw Axis
Back Edge
of Apron
Bushing
on front
screws only.
Washer
Lag Screw
6
Veritas
®
Quick-Release Front Vise







































































