
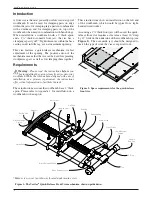





Positioning the Vise Mechanism
Clamp the jaw blank to your workbench in the position
you want the jaw to be. Place the vise mechanism on the
top of the workbench, aligning the main screw where
you want it to eventually be in relation to the jaw.
Jaw Blank
Main Screw
Figure 4: Positioning the jaw blank and vise
mechanism.
Place a square on each side of the main screw and
transfer the main screw location to the front of the jaw
using a pencil or marking knife. The main screw center
is between these two lines.
Preparing the Jaw
Unclamp the jaw and lay out the exact position of the
main screw hole, as shown in
Figure 3
. Keep in mind
that the jaw is slightly taller than its fi nal size.
Lay out the rest of the jaw holes using the
Jaw Hole
Template (
included), or as per the dimensions in
Figure 3
.
The horizontal hole locations are given from the location
of the main screw.
The through-hole sizes are minimum diameter; larger
holes will not adversely affect the action of the vise.
The 1
1
/
4
"
deep holes are for the #14 × 2
"
jaw mounting
screws. The
7
/
32
"
diameter hole shown is for a hardwood
jaw; use a
3
/
16
"
diameter hole if you are installing a
softwood jaw.
...
Tip:
It may be easier to drill the holes for the
mounting screws later in the installation process.
Note:
A drill press is recommended for boring these
holes to ensure they are bored square to the jaw face.
...
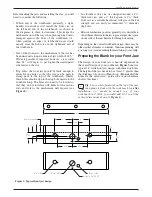
Tip:
When drilling the holes for the main screw,
guide rods, etc.,
do not
rotate or turn the workpiece
on the drill-press table. (See
Figure 5
.) Instead, slide
the workpiece over. If your drill press is slightly out of
alignment (off 90° from table to spindle), you will double
the error by turning your workpiece end for end rather
than sliding it along the drill-press table.
✔ ✗
Correct:
Slide workpiece
across table.
Workpiece
Table
Holes off but parallel.
Holes out of parallel.
Incorrect:
Do not
turn workpiece
end for end.
(Exaggerated views.)
Figure 5: Drilling the holes in the jaw.
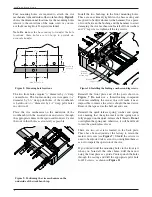
Drilling the Apron
Clamp the drilled front jaw to the workbench in the position
you want the jaw to be (see
Figure 6
). Keep in mind that
the top of the jaw is proud of the workbench top.
Use the holes in the jaw as drill guides for drilling out the
matching holes in the apron. Take care that the apron holes
are drilled square to the apron face.
Drill holes through
apron using holes in
jaw as drilling guide.
Figure 6: Drilling the apron.
Leave the jaw clamped in place for the rest of the
assembly process.
4
Veritas
®
Quick-Release Front Vise







































































