






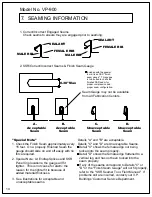






3. Hand crimping/information
A. Hand crimp the following areas with "Channel Lock" pliers, if Hand Crimper
REASON:
1. To ensure proper engagement of forming rolls and rolling guides.
2. To ensure proper start of seaming operation, endlaps and finish end of
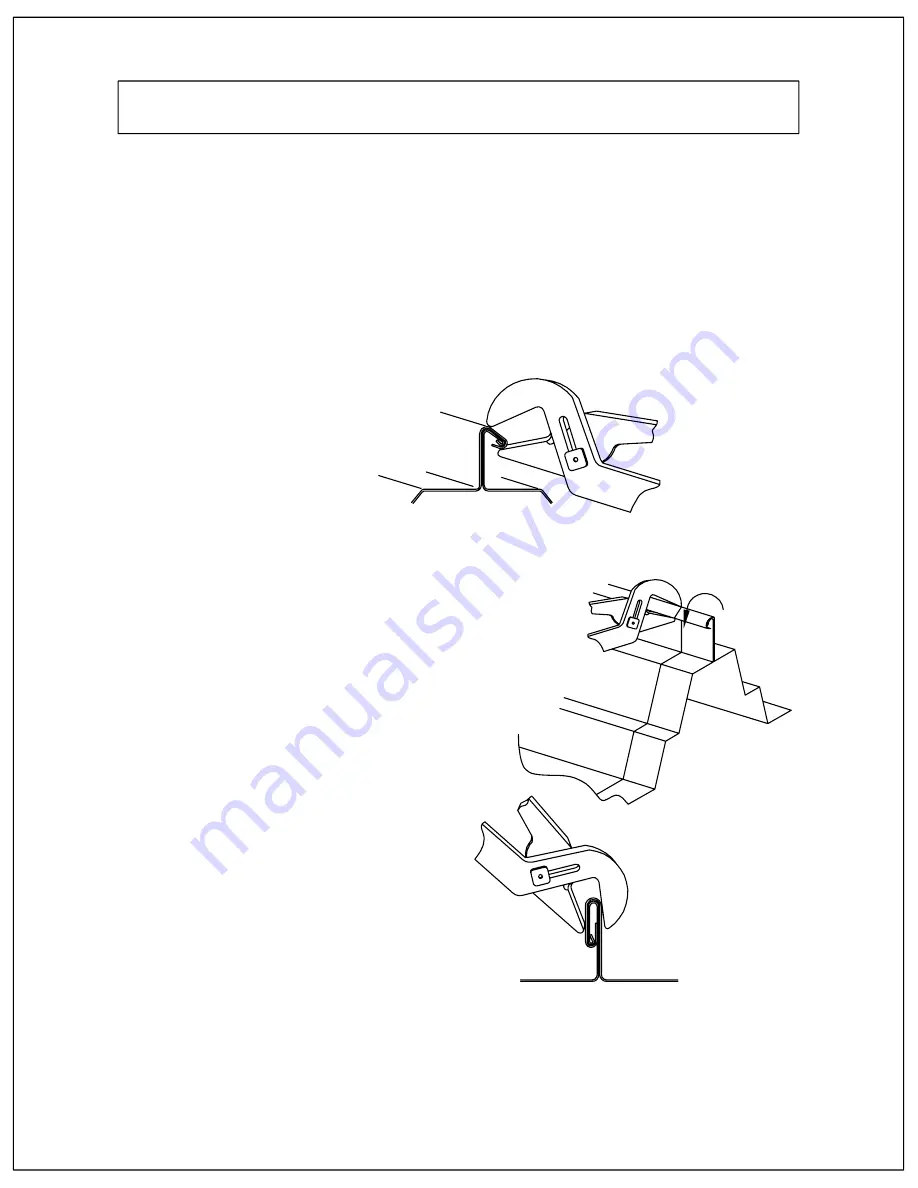
B. Hand crimping at
1. "Crimping the female lip of seam into position."
C. Hand crimping at endlap, to ensure
proper engagement of seam, for the
continuing seaming operation.
1. "Crimping the female lip of the
seam together."
D. Hand crimping at finish end of
seam, to ensure the end is
closed off
1. Crimping the complete end
of a finish seam.
SSR Panel Ridge Panels, must also be hand crimped, at the above locations
for proper seamer tool operation and proper finished seam.
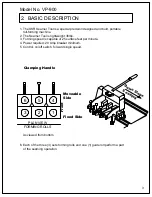
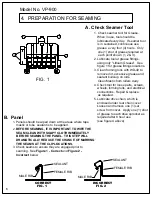
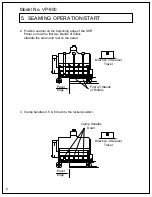
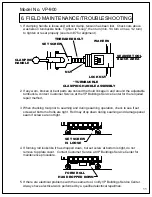
Model No. VP-900
Start of Seaming Operation.
NOTE:
15
seamed panel.
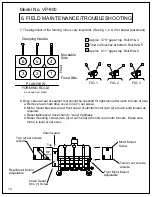
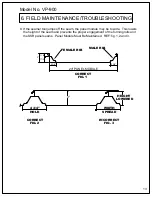
8. HAND CRIMPING/INFORMATION
not available, or similar tool.
Содержание SSR 900
Страница 2: ......
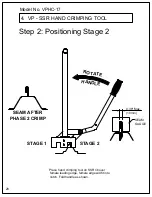
Страница 20: ...Model No VPHC 17 17 1 VP SSR HAND CRIMPING TOOL...







































































