







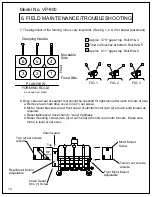







1. Correct/Incorrect Engaged Seams
Check seams to ensure they are engaged prior to seaming.
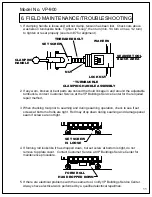
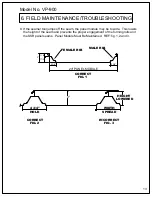
2. SSR/Correct/Incorrect Seams & Finish Seam Gauge
0.38" Max
Included with the seamer
tool kit is an SSR "finish
seam gauge". This guage
is to be used to check the
finished SSR seam for
proper compression and
proper seam configuration.
A.
Acceptable
Seam
B.
Acceptable
Seam
C.
Unacceptable
Seam
D.
Unacceptable
Seam
Seam Gauge may not be available
from all Fabrication Centers.
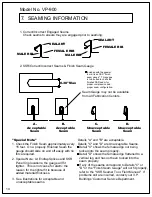
SEALANT
SEALANT
FEMALE RIB
MALE RIB
MALE RIB
"Special Note"
1. Check the Finish Seam approximately every
15 feet. On a properly Finished Seam the
gauge should slide on and off easily with no
force required.
2. Special Note: At Endlap Splices and SSR
Panel Clip locations, the gauge will fit
tighter. This is not cause for alarm; the
reason for the tighter fit is because of
added material thickness.
3. See illustrations for acceptable and
unacceptable seams.
Details "A" and "B" are acceptable.
Details "C" and "D" are Unacceptable Seams.
Detail "C" shows the female edge not being
tucked into the seam properly.
Detail "D" shows the female edge flattened to a
vertical leg and has not been tucked into the
seam properly.
If any of the seams correspond to Details "C" or
"D" or the "Finish Seam Gauge" will not fit properly,
refer to the "SSR Seamer Tool, Field Manual." If
problems still are incurred, contact your V.P.
Buildings' Customer Service Department.
FEMALE RIB
Model No. VP-900
14
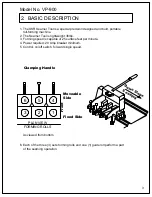
7. SEAMING INFORMATION
Содержание SSR 900
Страница 2: ......
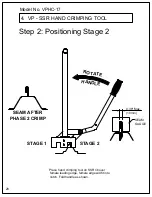
Страница 20: ...Model No VPHC 17 17 1 VP SSR HAND CRIMPING TOOL...







































































