




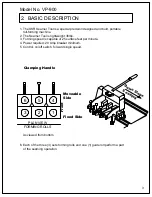





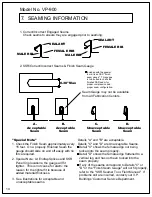






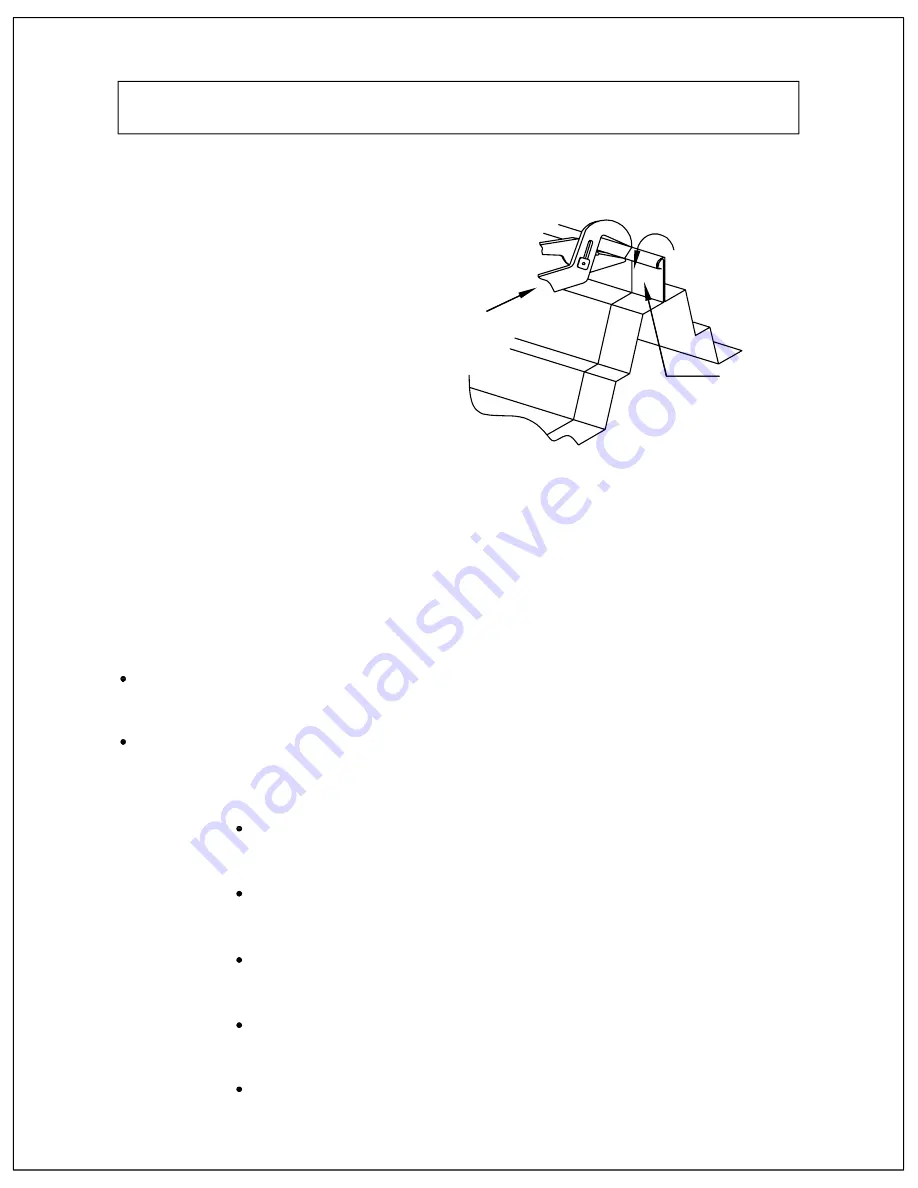
TUCK LIP
CHANNEL LOCKS
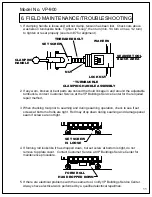
NOTE:
End Lap
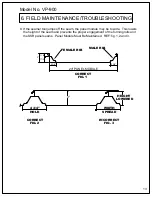
A. When the seamer tool approaches
the End Lap, the seamer
tool before crossing the End Lap
and hand crimp the leading edge
of female lip. Also, it will slow
down due to the additional
thickness of metal. This heavier
load requirement can be
detrimental to the seamer tool
if it should come to a complete
stall. The operator should assist by
manually pushing the seamer forward
by the handle until the seamer clears
the lap.
B. Hand crimping at
"Crimping the female lip of seam into position."
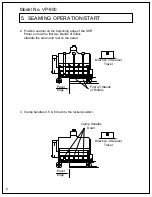
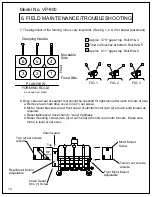
NOTE: Starting Seamer Tool at MIDPOINT OF SEAM.
It is possible to start Seamer Tool Model No. VP-900 in the
middle of a seam run; however,it is not recommended.
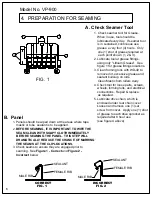
If required: page 12-item 8-Guide Roll and forming rolls,
figures 1,2,3 and 4.
page 7 and 8 -seaming Operation/Start
Engage rollers, #1 and #4, clamp handle #1 down, advance
seamer tool approx. 2"
Engage rollers, #2 and #5, clamp handle #2 down, advance
seamer tool approx. 2"
Engage rollers, #3 and #6, clamp handle #3 down, advance
seamer tool approx. 2"
seamer tool and check rollers and seams to make sure
they are engaged properly!
Start seamer tool and continue the seaming operation.
items 2,3,4 and 5.
Model No. VP-900
STOP
REVIEW
REVIEW
Start of Seaming Operation.
"STOP"
10
5. SEAMING OPERATION/START
Содержание SSR 900
Страница 2: ......
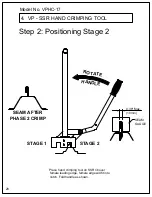
Страница 20: ...Model No VPHC 17 17 1 VP SSR HAND CRIMPING TOOL...







































































