















6
5
4
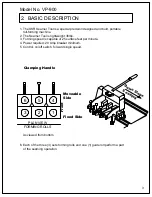
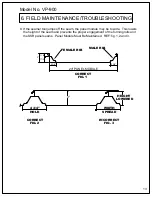
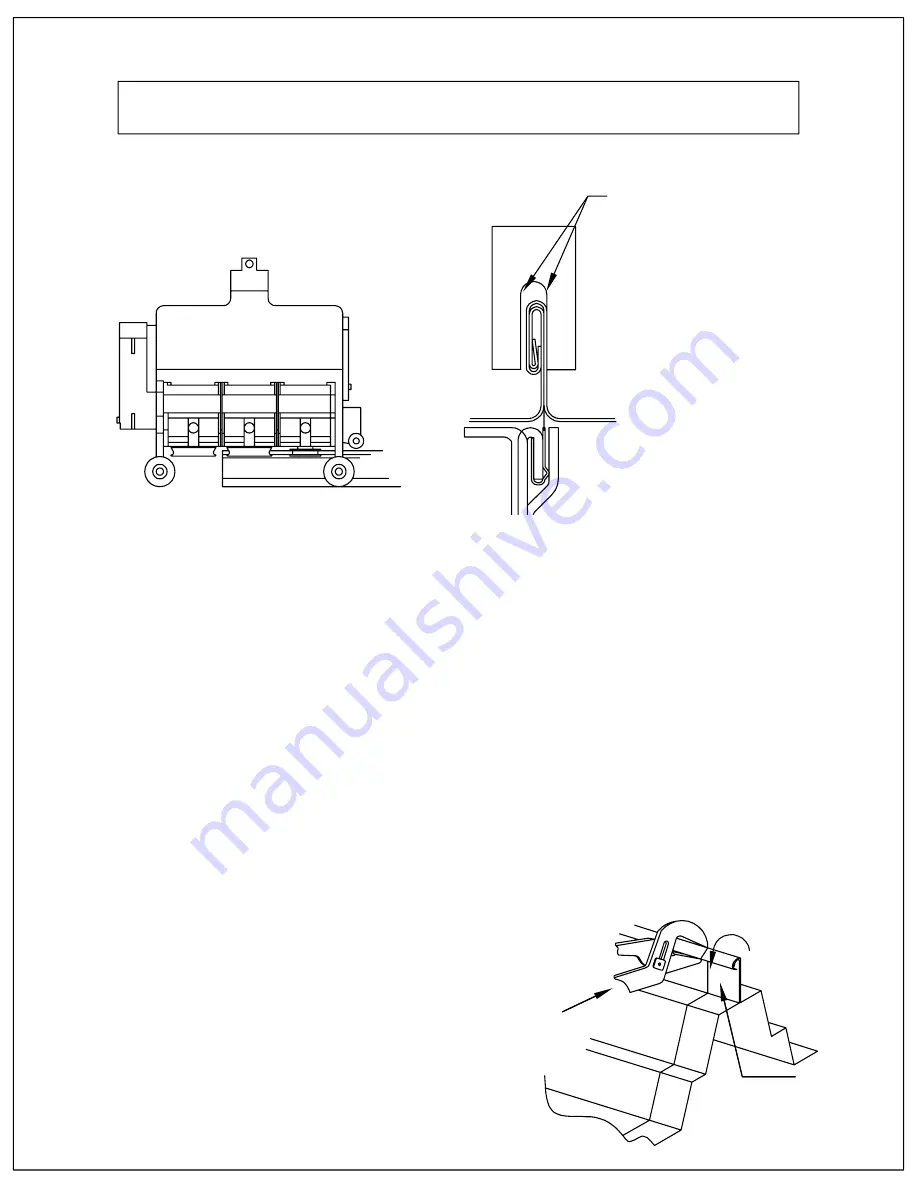
0.38" Max
PROPER SEAM PROFILE
AFTER SEAMING
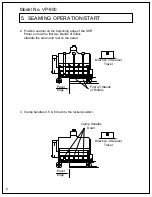
4. Turn Power Switch on and run seamer about 4 inches.
Check seam to ensure proper seaming operation.
5. After seam is checked and proper operation is verified,
continue to seam remainder of panel, inspecting seam
continuously. Seamer should travel approximately 25 feet
per minute.
6. When the seamer tool approaches the end lap, "STOP"
the seamer tool before crossing the End Lap and hand
crimp the leading edge of female lip. Also, it will slow
down due to the additional thickness of metal. This
heavier load requirement can be detrimental to the
seamer tool if it should come to a complete stall. The
operator should assist by manually pushing the seamer
forward by the handle until the seamer clears the lap.
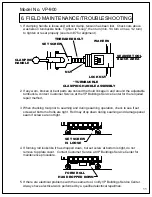
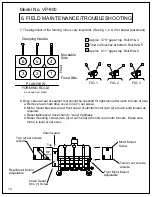
HAND CRIMPING AT START OF SEAMING OPERATION:
CRIMPING THE FEMALE LIP OF SEAM INTO POSITION.
7. When approaching the end of the panel, use extreme
caution, and stop seamer while rear wheels remain on
panel. Roll machine back to a safe working area.
Preform/hand
crimp approx. 1" female lip
TUCK LIP
CHANNEL LOCKS
Model No. VP-900
CAUTION:
9
5. SEAMING OPERATION/START
Содержание SSR 900
Страница 2: ......
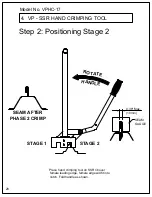
Страница 20: ...Model No VPHC 17 17 1 VP SSR HAND CRIMPING TOOL...







































































