





























Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
59
Programming
MIRROR X0 Y0 Z0
; Programmable mirroring, clears old instructions for offset, rotation, scaling factor,
mirroring
AMIRROR X0 Y0 Z0
; Programmable mirroring, additive to existing instructions
MIRROR
; Without values: clears old instructions for offset, rotation, scaling factor, mirroring
The instructions that contain MIRROR or AMIRROR each require a separate block. The axis value has no influence. A
value, however, must be specified.
Note
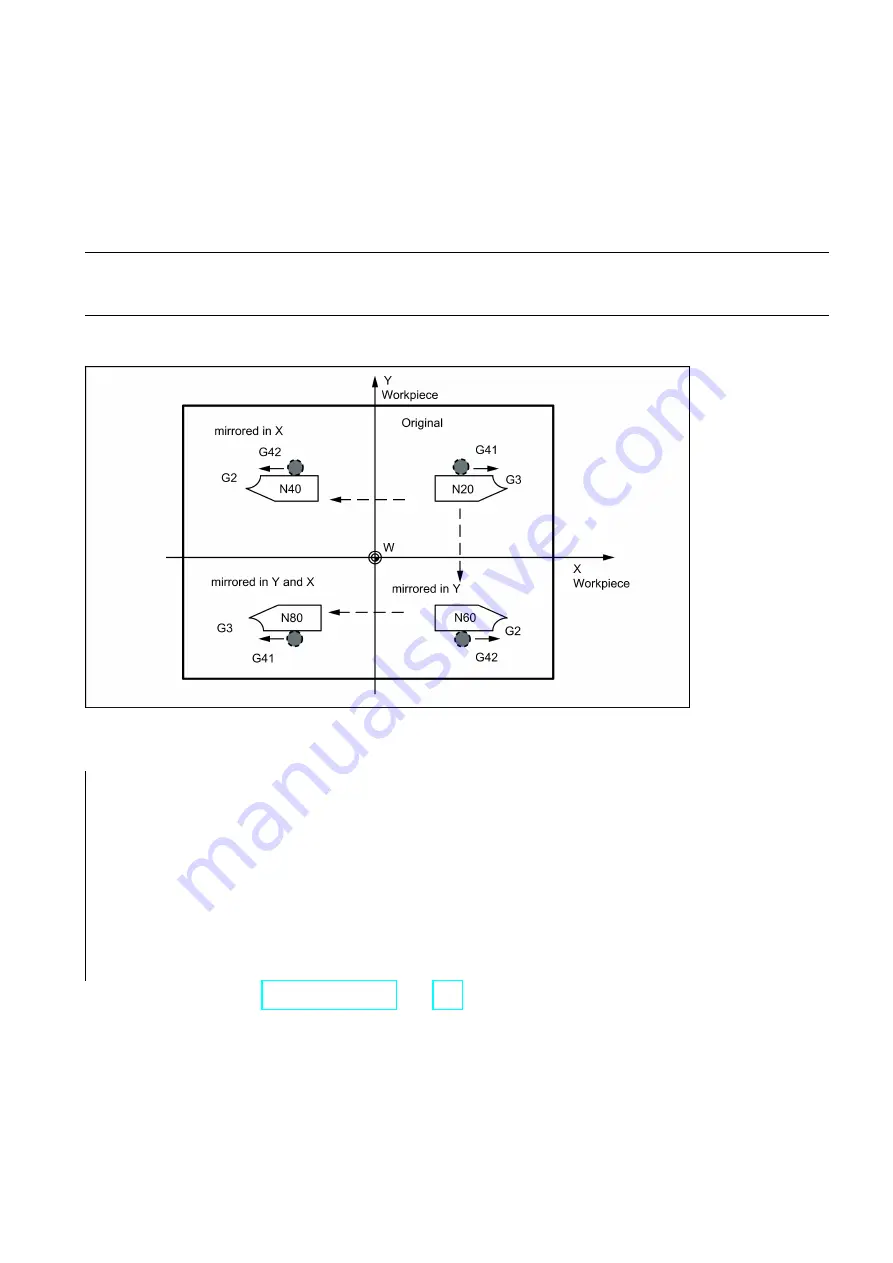
Any active tool radius compensation (G41/G42) is reversed automatically when mirroring.
The direction of rotation of the circle G2/G3 is also reversed automatically when mirroring.
See the following illustration for example for mirroring with the tool position shown:
Programming example
Mirroring in different coordinate axes with influence on an active tool radius compensation and G2/G3:
...
N10 G17
; X/Y plane, Z standing vertically on it
N20 L10
; Programmed contour with G41
N30 MIRROR X0
; Direction changed in X
N40 L10
; Mirrored contour
N50 MIRROR Y0
; Direction changed in Y
N60 L10
N70 AMIRROR X0
; Mirroring once more, but now in X
N80 L10
; Twice-mirrored contour
N90 MIRROR
; Mirroring off
Subroutine call - see Section "Subroutine technique (Page 110)".







































































