Operation
OPTIMUM
M A S C H I N E N - G E R M A N Y
©
2010
US
Page 26
Mill Drill
BF 30 Vario
Version 1.0.6
Stand 27 / 08 / 2010
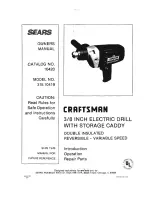
Remove the cover.
Clean the seat in the milling spindle /
spindle quill.
Clean the taper of your tool.
Insert the tool into the holding fixture /
spindle quill.
Fig. 4-3: Mill drill ead
Screw the draw-in rod into the tool.
Tighten the tool with the draw-in rod
and hold the spindle onto the end sup-
port with a key.
Fig. 4-4: Mill drill head without hood
4.5.2
Disassembly
Hold the spindle thrust bearing with a wrench and loosen the draw-in rod 2-3 turns. Tap top
of draw rod with plastic hammer to loosen the tool from the cone. Turn the draw-in rod
further, so that the tool is released completely out from the cone.
ATTENTION!
When using an MT 3 spindle.
When installing a cold Morse taper into a heated-up machine the MT seats tend to shrink
on the Morse taper versus a quick-release taper.
4.5.3
Use of collet chucks
When using collet chucks to hold milling tools, a higher operation tolerance can be achieved.
The exchange of the collet chucks for a smaller or larger end mill cutter is performed simply and
rapidly and it is not necessary to disassemble the complete tool. The collet chuck is pressed into
the ring of the swivel nut and must rest there by itself. The milling cutter is clamped by fastening
the swivel nut on the tool.
Make sure that the correct collet chuck is used for each milling cutter diameter, so that the
milling cutter may be fastened securely and firmly.
„Optional accessories“ on page 22
4.6
Clamping the workpieces
CAUTION!
Injury by flying off parts.
The workpiece is always to be fixed by a machine vice, jaw chuck or by another appropri-
ate clamping tool such as clamping claws.
Cover
Draw-in rod
End support /
thrust bearing