– 128 –
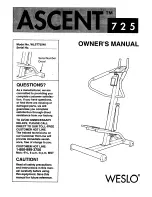
❼
❻
0.5mm
C
B
A
Place the chamfered section
outside
Feed adjustment
pin
Motor cable
guide
⓰
⓮⓯
⓫
⓬
④
Subassembling the solenoid plunger pin
1) Apply JUKI Grease A to the shaft section A of
plunger pin
❻
.
2) Holding the plunger while turning its forked
section to the left and its notch upward, pass
plunger pin
❻
from this side to the far side
according to the orientation shown in the figure.
3) Tighten first nut
❼
so that a clearance of 0.5 mm
is provided between the plunger and nut
❼
.
4) Securing first nut
❼
with a spanner so that it will
not move, tighten second nut
❼
.
[Tightening torque: 4.4 - 5.5 N·m (45 – 55kgf·cm)]
(Caution) Assemble nuts
❼
while turning their
chamfered sections outside.
5) Apply JUKI Grease A to the forked section B and periphery C of the plunger.
[2] Installing parts to the machine head
①
Removing the AK cover, pulley and electrical box
Remove the AK cover, pulley and electrical box.
②
Removing the motor cable guide and feed adjustment pin
1
)
Remove the motor cable guide.
2
)
Loosen the feed adjustment pin setscrew.
Remove the feed adjustment pin.
At this time, remember the orientation of the
feed adjustment pin. The forward / reverse feed
adjustment will be easy when installing the pin in
the aforementioned orientation.
③
Installing the condensation stopper and condensation arm stopper
1
)
Secure condensation arm stopper
⓰
to the
position shown in the figure.
2
)
Insert condensation stopper shaft
⓬
of
condensation stopper
⓫
into the hole in the arm,
and temporarily secure condensation stopper
⓫
with M5 hexagon socket head cap screw
⓮
and
washer, small
⓯
. (Adjustment is to be carried
out later.)
Screw to be used: M5 hexagon socket head cap
screw, washer small
Содержание DDL-8000A
Страница 1: ...40218604 No E440 00 ENGINEER S MANUAL DDL 8000A Direct drive High speed Automatic Thread Trimmer ...
Страница 91: ... 78 ...
Страница 117: ... 104 ...
Страница 170: ... 157 ...