





























Chapter 3 - page 20
MC work mode
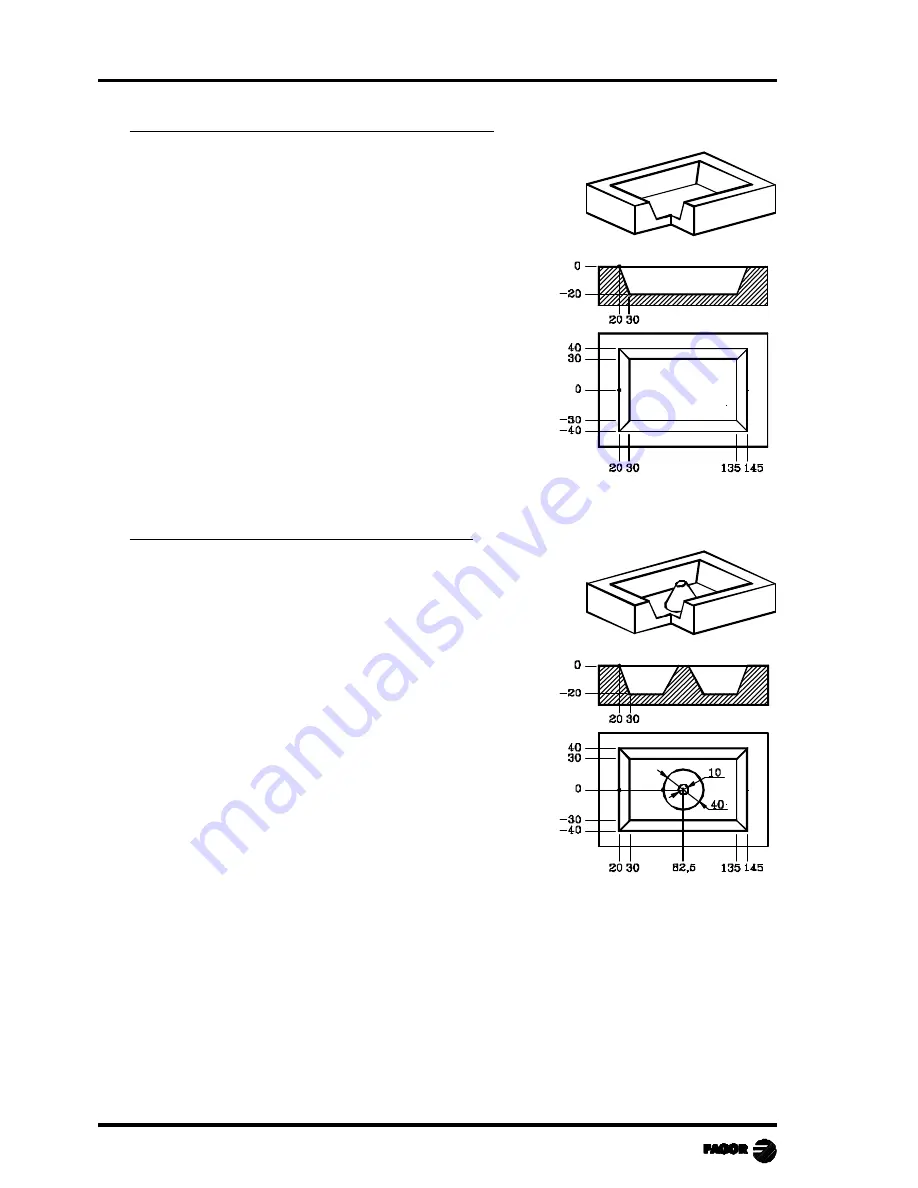
Example of how to define a 3D pocket without islands:
3D Pocket= 1
P.XY= 3
Recall
Configuration
Abscissa axis: X
Ordinate axis: Y
Autozoom: Yes
Validate
Profile (outside profile)
Starting Point
X 20
Y 0
Validate
Straight
X 20
Y -40
Validate
Straight
X 145
Y -40
Validate
Straight
X 145
Y 40
Validate
Straight
X 20
Y 40
Validate
Straight
X 20
Y 0
Validate
Finish
Save Profile
P.Z1= 1
Recall
Configuration
Abscissa axis: X
Ordinate axis: Z
Autozoom: Yes
Validate
Profile (depth profile)
Starting Point
X 20
Z 0
Validate
Straight
X 30
Z -20
Validate
Finish
Save Profile
Example of how to define a 3D pocket with islands:
3D Pocket= 2
P.XY= 4
Recall
Configuration
Abscissa axis: X
Ordinate axis: Y
Autozoom: Yes
Validate
Profile (outside profile)
Starting Point
X 20
Y 0
Validate
Straight
X 20
Y -40
Validate
Straight
X 145
Y -40
Validate
Straight
X 145
Y 40
Validate
Straight
X 20
Y 40
Validate
Straight
X 20
Y 0
Validate
New Profile (island)
Circle
X 62.5
Y0 Xc 82.5 Yc 0 Validate
Finish
Save Profile
P.Z1= 2
Recall
Configuration
Abscissa axis: X
Ordinate axis: Z
Autozoom: Yes
Validate
Profile (outside depth profile)
Starting Point
X 20
Z 0
Validate
Straight
X 30
Z -20
Validate
Finish
Save Profile
P.Z2= 3
Recall
Configuration
Abscissa axis: X Ordinate axis: Z Autozoom: Yes Validate
Profile (depth profile of the island)
Starting Point
X 77,5
Z 0
Validate
Straight
X 62,5
Z -20
Validate
Finish
Save Profile
3.
Work with operations or cycles
3.5
Pocket cycle with a profile
Содержание 8040 MC CNC
Страница 1: ...REF 0307 SOFT M 7 XX SOFT M 7 1X 8040 CNC NEW FEATURES...
Страница 2: ...Page 2 of 2 8040 CNC NEW FEATURES SOFT M 7 XX SOFT M 7 1X...
Страница 45: ...User notes NEW FEATURES SOFT M 7 XX Page 41 of 48 8040 CNC...
Страница 46: ...User notes NEW FEATURES SOFT M 7 XX Page 42 of 48 8040 CNC...
Страница 52: ...User notes NEW FEATURES SOFT M 7 1X Page 48 of 48 8040 CNC...
Страница 53: ...Operating Manual MC option Ref 0204 ing...
Страница 143: ...Self teaching Manual MC option Ref 0112 ing...
Страница 147: ...Chapter 1 Theory on CNC machines...
Страница 156: ...Chapter 2 Theory on tools...
Страница 164: ...Chapter 3 Hands on training...
Страница 186: ...Chapter 4 Automatic Operations...
Страница 201: ...Chapter 5 Summary of work cycles...
Страница 220: ...Chapter 6 Conversational part programs...
Страница 235: ...Appendix I Programming example...
Страница 237: ...Self teaching Manual Appendix I Page 3 MC Model Programming example Step 1 Surface milling 1...
Страница 238: ...Self teaching Manual Appendix I Page 4 MC Model Programming example Step 2 Machining the profile 2 Other data...
Страница 239: ...Self teaching Manual Appendix I Page 5 MC Model Programming example Step 3 Rectangular boss 3...
Страница 240: ...Self teaching Manual Appendix I Page 6 MC Model Programming example Step 4 Circular pocket 4...
Страница 241: ...Self teaching Manual Appendix I Page 7 MC Model Programming example Step 5 Rectangular pocket 5...






































































