Design and function
MIG/MAG functional sequences / operating modes
099-005084-EW501
22.09.2011
41
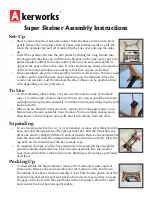
5.10.5
Interval
t
I
t
t2
t2
t1
t1
t1
t
Figure 5-16
Start
• Press and hold torch trigger.
• Shielding gas is expelled (gas pre-flows).
• Arc ignites after the wire electrode makes contact with the workpiece.
• Welding current flows.
• The wire feed stops after the pulse time expires.
• Arc is extinguished.
• The process is repeated after the pause time elapses.
End
• Release torch trigger, wire feed stops, arc is extinguished.
NOTE
When the torch trigger is released, the welding process is also interrupted even before
the spot time elapses.