
























SECTION 4 MAINTENANCE
15
4.1 GENERAL
Be sure the branch circuit or main disconnect switch
is off or electrical input circuit fuses are removed
before attempting any inspection or work on the
inside of the welding machine. Placing the power
switch on the welding machine in the OFF position
does not remove all power from inside of the equip-
ment.
Inspection, troubleshooting and repair of this equip-
ment may ordinarily be undertaken by a competent
individual having at least general experience in the
maintenance and repair of semi-conductor elec-
tronic equipment. Maintenance or repair should not
be undertaken by anyone not having such qualifications.
Shut OFF shielding gas supply at source.
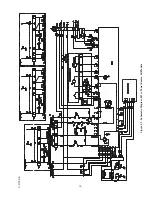
To aid in checking and servicing, use Schematic, Figure
5.1.
4.2 INSPECTION AND SERVICE
Keep Equipment in clean and safe operating condition
free of oil, grease, and (in electrical parts) liquid and
metallic particles which can cause short-circuits.
Regularly check cylinder valves, regulators, hoses, and
gas connections for leaks with soap solution.
Check for and tighten loose hardware including electrical
connection. Loose power connections overheat during
welding.
Immediately replace all worn or damaged power cables
and connectors. Check for frayed and cracked insula-
tion, particularly in areas where conductors enter Equip-
ment.
The electrode wire and all metal parts in contact with it
are electrically energized while welding. Inspect these
parts periodically for defective insulation and other elec-
trical hazards.
If uninsulated cable and parts are not replaced, an
arc caused by a bared cable or part touching a
grounded surface may damage unprotected eyes or
start a fire. Body contact with a bared cable, connec-
tor, or uncovered conductor can shock, possible
fatally.
Keep power cables dry, free of oil and grease, and
protected at all times from damage by hot metal and
sparks.
Clean dirt and metal particles from drive roll groove
weekly; replace roll if badly worn.
4.3 POWER SOURCE
It is recommended that the rectifier be cleaned occasion-
ally by blowing it out with compressed air. This cleaning
operation is necessary so that maximum cooling will be
accomplished by the air stream. This should be done
periodically, depending upon the location of the unit and
the amount of dust and dirt in the atmosphere.
The hermetically sealed silicon rectifiers are specially
designed for welding machine use and will not age or
deteriorate in use. The diodes are mounted on a heat
sink. A periodic cleaning of dust and dirt from these is
necessary to insure cooling of the rectifiers. Access is by
removal of top cover and side panels. Should any rectifier
accidentally be damaged and need replacement, it can
be quickly removed from the heat sink. The replacement
should be of the same type as the one removed, and
should be locked securely to the sink, preferably with a
torque wrench set for maximum of 25 ft. lbs. and a
minimum of 20 ft. lbs. Excessive torque will distort the
mechanical structure and may break the hermetic seal,
whereas too little torque will result in improper electrical
connections.
4.3.1 FAN MOTOR
All models are equipped with an exhaust fan and rely on
forced draft for adequate cooling for high duty cycles and
overloads.
4.3.2 TRANSFORMER
Occasional blowing out of the dust and dirt from around
the transformer is recommended. This should be done
periodically depending upon the location of the unit and
the amount of dust and dirt in the atmosphere. The
welding machine case cover should be removed and a
clean, dry air stream should be used for this cleaning
operation.
If it should become necessary to replace this or any
other circuit breaker in the welding machine, ensure
that the proper size is used as a replacement.
4.3.3 OVER-TEMPERATURE PROTECTION
The machine is equipped with 2 over-temperature ther-
mostats. On continued high current application, if a
thermostat reaches an abnormally high temperature, it
will deenergize the contactor, the READY light on the
front panel will go off and the fan will continue to run. This
thermostat will reset itself automatically after the trans-
former windings have cooled to a safe level and the
READY light will come back on. While deenergized,
neither the contactor nor wire feeder can be operated.

































































